Různé typy odlévání kovů Výhody a nevýhody Část 2 – Blog

Odlévání kovů je proces se starověkými kořeny a v průběhu historie se odlévání kovů používalo k výrobě nástrojů, zbraní, soch a náboženských předmětů. Pro odlévání kovů se používají různé nádoby, které se dělí na nádoby na písek, použité pouze jednou při lití, a vícenádoby. V moderním slévárenství se kromě tradiční technologie lití tekutého kovu do pískových forem používají další high-tech, produktivní metody odlévání, pojďme se podívat na některé z nich.
Poznámka: První část tohoto článku najdete na našem blogu.
6) Gravitační lití

Jedná se o způsob odlévání, při kterém se tekutý kov nalévá gravitací do kovové formy, ochladí se a ztuhne ve formě za vzniku odlitku.
Technologický postup:
- Kovová forma má vysokou tepelnou vodivost a tepelnou kapacitu, rychlou rychlost chlazení, hustou strukturu odlévání a mechanické vlastnosti jsou asi o 15 % vyšší než u lití do písku.
- Vyrábí odlitky s vyšší rozměrovou přesností a nižší drsností povrchu a má dobrou kvalitativní stabilitu.
- Kovová forma sama o sobě není prodyšná a je třeba provést určitá opatření k odstranění vzduchu a pórů, které se tvoří v dutině pískového jádra.
- Kovová forma nemá žádné výstupky a při tuhnutí odlitku snadno vznikají praskliny.
- Kovové formy mají delší výrobní cyklus a vyšší cenu. Dobrého ekonomického efektu lze proto dosáhnout pouze hromadnou výrobou.
Předmět: Vhodné pro velkosériovou výrobu odlitků z neželezných slitin, jako jsou slitiny hliníku a hořčíku se složitými tvary, jakož i odlitky a ingoty ze železa a oceli.
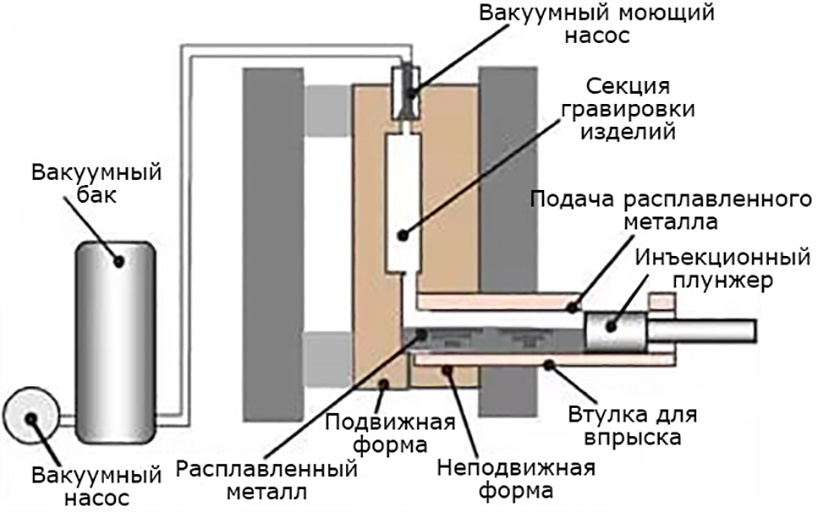
7) Vakuové vstřikování

Vakuové vstřikování je pokročilý proces vstřikování, který zlepšuje mechanické vlastnosti a kvalitu povrchu odlitků odstraněním nebo výrazným snížením pórů a rozpuštěných plynů v odlitku odsáváním plynu do dutiny formy během procesu odlévání.
Technologický postup:
- Tato metoda eliminuje nebo redukuje vzduchové otvory uvnitř formy, zlepšuje mechanické vlastnosti a kvalitu povrchu formy a také vlastnosti povlaku.
- Ke snížení protitlaku v dutině lze použít nižší měrný tlak a slitinu se špatnými licími charakteristikami. Větší odlitky mohou být vstřikovány pomocí malých strojů.
- To zlepšuje podmínky plnění a umožňuje odlévání tenčích odlitků.
- Struktura těsnění formy je složitá, výroba a instalace jsou obtížné, a proto jsou náklady vysoké.
- Pokud není metoda vakuového vstřikování řádně kontrolována, efekt nebude příliš významný.
8) Extruzní lití

Je to metoda tuhnutí kapalného nebo polotuhého kovu pod vysokým tlakem a tváření kapalinou za účelem přímé výroby produktu nebo obrobku. Jeho předností je vysoká míra využití tekutého kovu, jednoduchost procesu a stabilní kvalita. Jedná se o energeticky úspornou technologii tváření kovů s potenciálními aplikacemi.
Technologický postup:
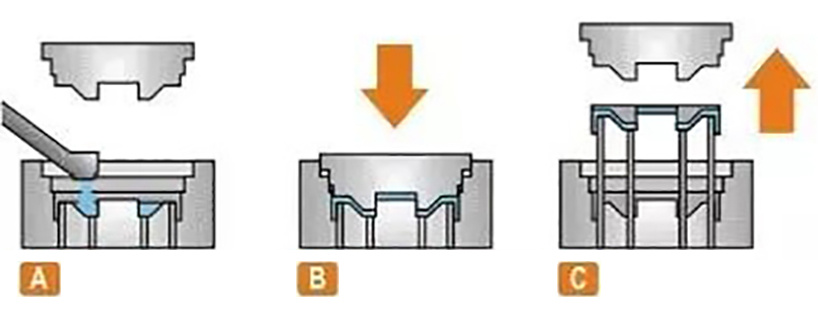
Přímé vstřikování: Nástřik barvy, lití slitiny, upnutí formy, natlakování, udržení tlaku, uvolnění tlaku, oddělení formy, vyjmutí obrobku z formy a vrácení do původní polohy.
Nepřímé vytlačování vstřikováním: Nanášení nástřikem, upnutí formy, podávání, plnění, tlakování, udržování tlaku, uvolňování tlaku, oddělování, odformování, návrat do původní polohy.
Specifikace:
- Touto metodou lze odstranit vnitřní póry, smršťování a další vady.
- Nízká drsnost povrchu a vysoká rozměrová přesnost.
- To může zabránit vzniku trhlin odlitků.
- Je snadné implementovat mechanizaci a automatizaci.
Předmět: Může být použit k výrobě různých typů slitin, jako je slitina hliníku, slitina zinku, slitina mědi, tvárná litina atd.
9) Odlévání pomocí zplynovaných modelů
Co je zplynovací lití?
Jedná se o novou metodu odlévání, která využívá vzor vyrobený z materiálu, který se zplyňuje, když se roztavený kov nalévá do formy. Nejběžnějším materiálem pro modely je pěnový polystyren. Po očištění a vysušení ohnivzdorného nátěru se zakope do suchého křemičitého písku, aby vibroval. Lití se provádí pod podtlakem, aby se model odpařil na místo modelu a po ztuhnutí a ochlazení se vytvoří.
Technologický postup:

Specifikace:
- Vysoce přesné lití, žádné pískové jádro, zkracuje dobu zpracování.
- Žádná dělicí plocha, flexibilní design a vysoký stupeň volnosti.
- Čistá výroba bez znečištění.
- Snížení investičních a výrobních nákladů.
Předmět:Tato metoda je vhodná pro výrobu přesných odlitků různých velikostí se složitou strukturou. Neexistují žádná omezení pro typy slitin a výrobní šarže.
10) Kontinuální lití
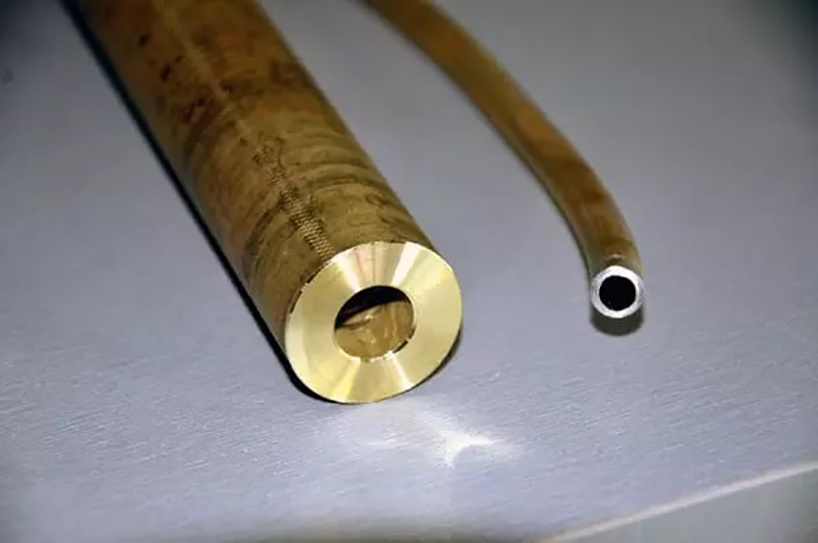
Co je plynulé lití
Jedná se o pokročilou metodu lití. Jeho principem je plynulé lití roztaveného kovu do speciální kovové formy zvané krystalizátor. Ztuhlý odlitek se kontinuálně odtahuje z druhého konce formy a lze získat odlitek libovolné délky.
Technologický postup:
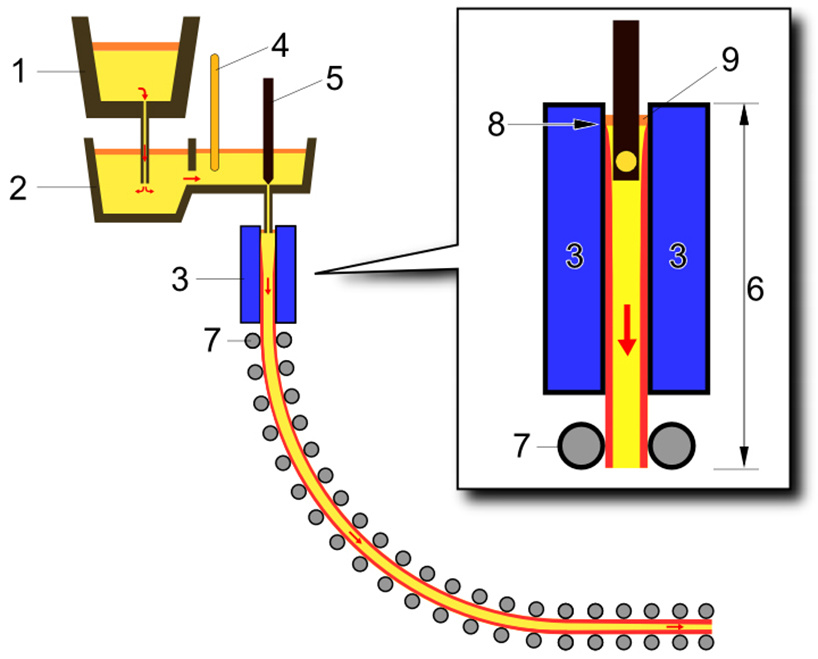
Schéma instalace kontinuálního lití. 1 – Naběračka pro přívod tekutého kovu. 2 – Mezikbelík. 3 – Krystalizátor. 4 – Tlumič. 5 – Zátka. 6 – Krystalizační zóna. 7 – Tažné válečky. 8 – Zóna začátku krystalizace. 9 – Přívod chladicí vody.
Specifikace:
- Díky rychlé rychlosti ochlazování kovu je krystalická struktura hustá a homogenní a mechanické vlastnosti jsou dobré.
- Šetří kov a zvyšuje produktivitu.
- Zjednodušené postupy, které eliminují modelování a další postupy, což snižuje pracnost a výrazně snižuje potřebnou plochu výroby.
- Výroba kontinuálního odlévání snadno realizuje mechanizaci a automatizaci a zvyšuje efektivitu výroby.
Předmět: Plynulé lití lze použít pro odlévání oceli, litiny, slitin mědi, slitin hliníku, slitin hořčíku a dalších dlouhých odlitků s konstantním tvarem průřezu, jako jsou ingoty, tyče, trubky atd.
Pokud se vám článek líbil, dejte like, sdílejte ho se svými přáteli a zanechte komentáře!

Odlévání je výrobní proces, během kterého se tekutý kov nalévá do dutiny formy, která odpovídá tvaru a velikosti součásti. Ztuhlá část, známá také jako odlitek, se vyřadí nebo vylomí z formy, aby se proces dokončil. Výsledek procesu je ovlivněn mnoha faktory, jako jsou: rychlost lití, rychlost ochlazování při tuhnutí, teplota formy při lití, materiál a tloušťka povlaku formy atd.
Po ztuhnutí kovu lze odlitky zpracovávat na kovoobráběcích strojích. To může zahrnovat odstranění přebytečného materiálu, povrchovou úpravu, frézování, soustružení a další operace pro dosažení konečného tvaru a rozměrů součásti.
Technologický postup:

Charakteristiky procesu:
- Lze vyrábět díly libovolného tvaru, zejména díly se složitými tvary vnitřních dutin.
- Silná přizpůsobivost, neomezený počet typů slitin a téměř neomezená velikost odlitků.
- Široký zdroj materiálů, odpad lze tavit, investice do zařízení jsou nízké.
- Vysoká míra vad, špatná kvalita povrchu a špatné pracovní podmínky.
10 druhů odlévání kovů:

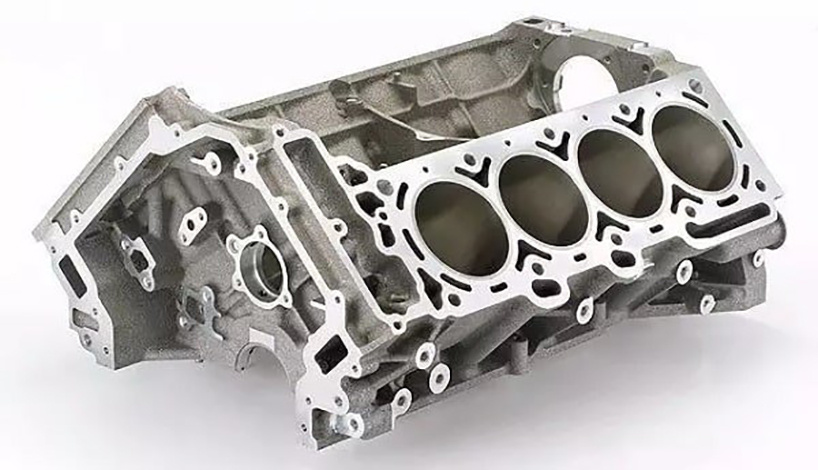
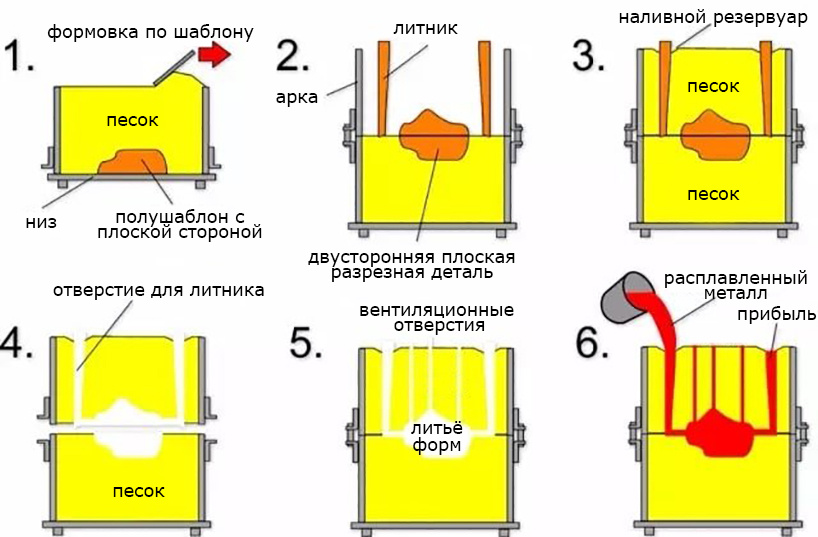
Co je lití do písku
Odléváním do písku lze vyrábět díly z oceli, železa a většiny neželezných kovů a slitin.
Technologický postup:
Lití do písku
Specifikace:
- Vhodné pro výrobu obrobků složitých tvarů, zejména těch se složitou vnitřní dutinou;
- Široká přizpůsobivost a nízké náklady;
- U některých materiálů se špatnou tažností, jako je litina, je lití do písku jediným tvářecím procesem pro výrobu dílů nebo polotovarů.
Předmět: Automobilový blok motoru, hlava válců, klikový hřídel a další odlitky.
2) Odlévání ztraceného vosku

Co je to lití do ztraceného vosku (investiční lití)?
Metoda odlévání, což obvykle znamená výrobu šablony z nízkotavitelných materiálů (parafín, vosk apod.), následné lisování do formy, povrch šablony je pokryt několika vrstvami žáruvzdorných materiálů, přesný model je vyroben produkt a vtokový systém.
Technologický postup:

- Vysoká rozměrová přesnost a geometrická přesnost;
- Vysoká drsnost povrchu;
- Lze odlévat složité odlitky a seznam slévárenských slitin je neomezený.
Nevýhody: složité postupy a vysoké náklady
Předmět: Tato metoda je vhodná pro výrobu malých dílů se složitými tvary, vysokými požadavky na přesnost nebo jiným obtížně proveditelným zpracováním, jako jsou lopatky turbínových motorů.
Populární stroje na zpracování kovů:


Pracovní plocha 1500×3000 mm. Zdroj 2000 W Raycus. Řezání nerezové oceli do 8 mm, uhlíkové oceli do 16 mm.


Síla 30 tun. Délka ohybu 1600 mm. Vzdálenost mezi sloupy je 1100 mm. Hloubka čelistí 180 mm. Výkon motoru 3 kW.

Ø zpracování, 360 mm. Vzdálenost mezi hroty, 750 mm. Výkon motoru, 5,5 kW. CNC systém, Siemens Typ vedení, posuvné. Hmotnost, 1650 kg.
3) Vstřikování kovů

Vysokotlaký tekutý kov se přivádí do dutiny přesné kovové formy vysokou rychlostí, poté se tekutý kov ochladí a pod tlakem ztuhne za vzniku odlitku.
Technologický postup:
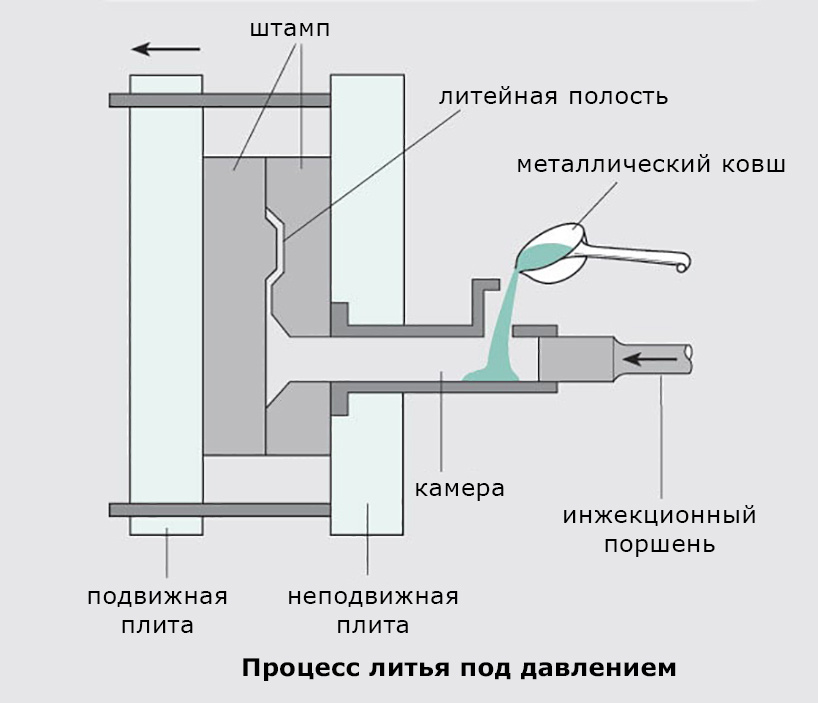
- Tekutý kov je během vstřikování vystaven vysokému tlaku a vysokému průtoku.
- Dobrá kvalita produktu, stabilní velikost a dobrá zaměnitelnost.
- Vysoká efektivita výroby, vstřikovací formy lze použít mnohokrát.
- Tato metoda je vhodná pro hromadnou výrobu s dobrými ekonomickými výhodami.
- U tohoto způsobu odlévání je tendence k tvorbě malých pórů a smršťování.
- Vstřikované díly mají nízkou tažnost a neměly by být používány při nárazech nebo vibracích.
- Nízká životnost forem, zejména při odlévání slitin s vysokými body tavení (ocel, litina, slitiny mědi).
Předmět: Vstřikování bylo nejprve použito v automobilovém a přístrojovém průmyslu a poté se postupně rozšířilo do různých průmyslových odvětví, jako jsou zemědělské stroje, obráběcí stroje, elektronický průmysl, národní obranný průmysl, počítače, lékařské vybavení, hodinky, fotoaparáty a domácí spotřebiče.
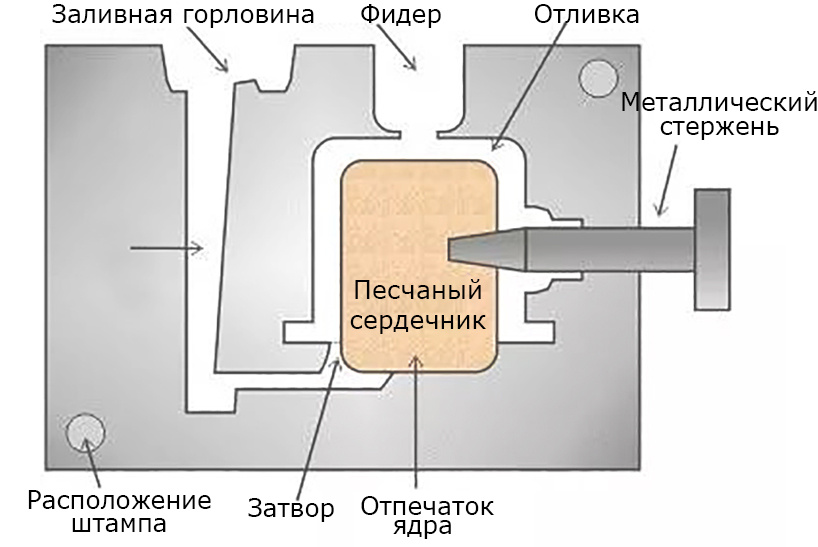
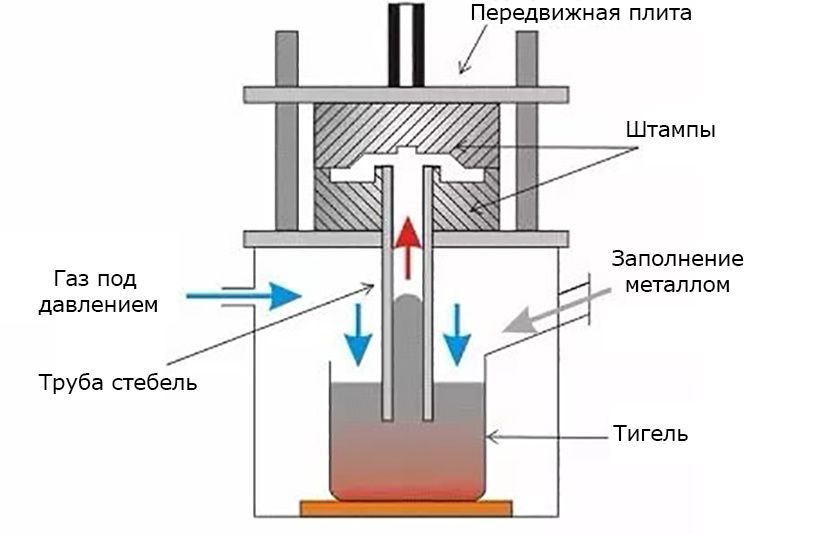
4) Nízkotlaké lití

Nízkotlaké lití (tlakové lití)
Na tekutý kov ve formě je aplikován tlak (0,02 – 0,06 MPa), pod jehož vlivem kov stoupá vzhůru kovovým drátem a vyplňuje dutinu licí formy.
Technologický postup:
Specifikace:
- Tlak a rychlost při lití lze nastavit, takže jej lze aplikovat na různé licí formy (jako jsou kovové formy a pískové formy), odlévání různých slitin a odlitků různých velikostí.
- Při použití spodní vstřikovací náplně je plnění kovové kapaliny stabilní a nedochází k žádnému rozstřikování, což zabraňuje strhávání plynu a erozi stěny formy a jádra, což zlepšuje kvalitu odlitků.
- Odlitek pod tlakem krystalizuje. Odlitek má hustou strukturu, jasné obrysy, hladký povrch a vysoké mechanické vlastnosti. To je užitečné zejména při odlévání velkých tenkostěnných dílů.
- Eliminuje nutnost plnění stoupačky a zvyšuje využití kovu na 90 – 98%.
- Nízká pracnost, dobré pracovní podmínky, jednoduché vybavení, snadno realizovatelná mechanizace a automatizace.
Předmět: Používá se hlavně v tradičních výrobcích (hlava válců, náboj, rám válců atd.).
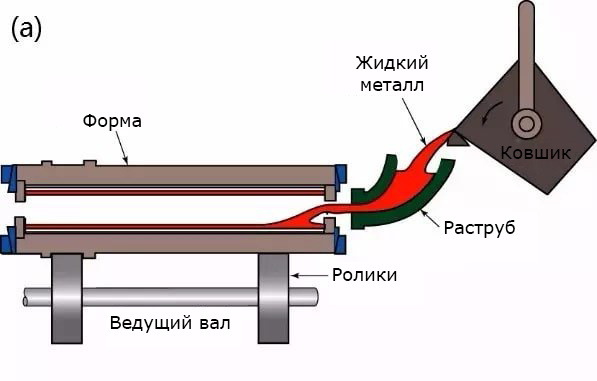
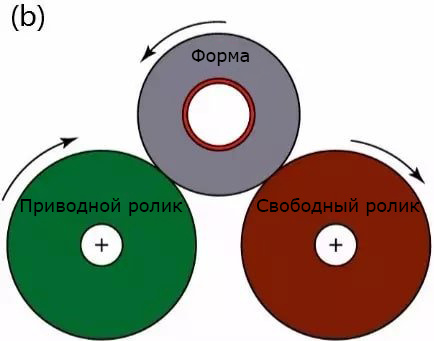
5) Odstředivé lití

Odstředivé lití
Jde o způsob odlévání, při kterém se roztavený kov nalévá do rotující formy a odstředivou silou se forma plní a tuhne.
Technologický postup:
- V licím systému a ve stoupacím systému nedochází téměř k žádné spotřebě kovu, což zvyšuje produktivitu procesu.
- Při výrobě dutých odlitků může být jádro eliminováno, což výrazně zlepšuje schopnost plnění kovu při výrobě dlouhých trubkových odlitků.
- Odlitek má vysokou hustotu, malý počet defektů, jako jsou póry a struskové vměstky, a vysoké mechanické vlastnosti.
- Snadná výroba kompozitních kovových odlitků sudů a pouzder.
- Při použití speciálně tvarovaných odlitků ve výrobě existují určitá omezení.
- Průměr vnitřního otvoru odlitku není přesný, povrch vnitřního otvoru je drsný, kvalita je špatná a přídavek na zpracování je velký.
- Odlitek podléhá segregaci podle specifické hmotnosti.
Předmět: Odstředivé lití bylo poprvé použito k výrobě litých trubek. Proces odstředivého lití se používá v metalurgii, hornictví, dopravě, zavlažovacích a odvodňovacích zařízeních, letectví, automobilovém průmyslu a dalších průmyslových odvětvích, které využívají procesy odstředivého lití k výrobě odlitků z oceli, litiny a neželezných uhlíkových slitin. Mezi nimi je nejčastější výroba odstředivě litinových trubek, vložek válců pro spalovací motory a hřídelových pouzder.
Pokud se vám článek líbil, dejte like, sdílejte ho se svými přáteli a zanechte komentáře!
Pro odbornou radu kontaktujte naše specialisty, odešlete svou žádost právě teď!
Přední specialista na vláknové laserové stroje

Přední specialista na kovoobráběcí zařízení

Populární stroje na zpracování kovů:


Rozměr pracovní plochy: 1500×3000 mm. Výkon laseru 6000 W. Laserový zdroj Raycus.

Síla, tuny – 110, Délka ohybu, mm – 2500, Vzdálenost mezi sloupy, mm – 2000, Hloubka čelistí, mm – 410, Max. otvor, mm – 545, Výkon, kW – 8,7.

Síla, 125 T. Délka ohybu, 3200 mm Vzdálenost mezi sloupy, 2600 mm*.
Přečtěte si blog:



Líbil se vám článek? Klikněte
06 2021 октября
Připoj se k nám!
Komentáře (8)
Igor Fominov 08. října 2021, 14:50
Článek se v tuto chvíli ukázal jako velmi užitečný a potřebný. Hodně mi pomohl při psaní mé eseje.
3 | Odpověď
Maxim 15. června 2022, 16:58
Při výrobě používáme elektrostruskové lití. Rád bych pro srovnání vyzkoušel všechny způsoby a druhy odlévání. Ale alespoň si o tom můžete přečíst na internetu.
1 | Odpověď
Egorych 16. června 2022, 14:30
Nejpřesnější metodou lití je odstředivá. Pokud mluvíme o relativní přesnosti. Přesto je potřeba díly po odlití přesně a jemně zpracovat na požadované rozměry.
0 | Odpověď
Yuri 16. června 2022, 14:57
V dnešní době se mnoho lidí zabývá odléváním ztraceného vosku, který se obvykle odlévá z hliníku. Model je vyroben z pěnového polystyrenu, při odlévání se snadno spálí a není těžké z něj vyrobit model. Ano, a tento druh odlévání dělají na dvoře nebo v garáži.
1 | Odpověď
Vladimír 19. května 2023, 08:49
Nesmysly jak v článku, tak v komentářích ((
Již na prvním obrázku jsou problémy s terminologií: trychtýř vtoku se nazývá běžec a otevřený zisk se nazývá stoupačka ((
Po perličkách o odlévání kovů nezbývá než si postěžovat na hloupost překladače Google a poradit najmout „vědomého“
2 | Odpověď
Anton 22. května 2023, 17:41
Dobrý den, děkujeme za upozornění, tyto chyby jsme opravili.
0 | Odpověď
Vladimír 25. července 2023, 09:47
10 druhů kovových odlitků – v textu je zmíněno pouze 5, zbývajících 5 je „sendvičových“)))
1) lití do písku
– v čistém písku je to možné, ale v případě jiných zde neuvedených způsobů lití ((bohužel, čistý písek bez pojiva nebo speciálních triků nedrží tvar
zde mluvíme o zalití do země (písčito-jílová směs – ASG)
— „formování podle šablony“ existuje, ale vypadá úplně jinak, v tomto případě bychom měli mluvit o „formování podle rozděleného modelu“
ne moc dobrá kresba. v praxi se například neprovádí průchozí vzduchotechnické potrubí – to vše se ostatně musí odstranit. ne, samozřejmě existuje názor, že problém, který lze vyřešit penězi, není problém – ale náklad. ale kdo potřebuje další výdaje, ukaž to – sponzoři mi nebudou zasahovat))
Problémy s terminologií: vtokový systém se skládá ze sady různých kanálů a „vtok“ je zpravidla synonymem pro „podavač“, zde je označení značně kontroverzní, jako „plnicí nádrž“ a „zisk“, které není zisk.
0 | Odpověď
Ravvar 01. února 2024, 15:13
“Ztuhlá část, známá také jako odlitek, je vyřazena nebo vylomena z formy, aby byl proces dokončen.”
Něco tady nehraje. Takže to odlili a pak to vyhodili?