Příprava povrchu před práškovým lakováním. Část 2: KONVERZNÍ NÁTĚRY.
Každý specialista, který se zabývá procesem lakování kovových výrobků, ví a chápe, že bez pečlivé přípravy povrchu nebude možné splnit vysoké nároky na nejmodernější/dražší práškovou barvu.
Tento článek „Příprava povrchu před práškovým lakováním. Část 1: Odmašťování“ podrobně prozkoumala jednu z jeho fází – odmaštění . Bohužel stále existuje mylná představa, že v této fázi proces přípravy povrchu končí a můžete okamžitě začít malovat.
POZOR: odmaštění neposkytuje potřebnou korozní odolnost kovu. Odolnost kovu proti korozi je vytvářena konverzními povlaky.
- Co jsou konverzní nátěry a jaké existují typy?
- Jaké jsou druhy fosfátování?
- Jak kontrolovat kvalitu fosfátového filmu na dílech?
Co jsou konverzní nátěry a jaké existují typy?
Konverzní nátěry – nekovové anorganické povlaky získané jako výsledek chemické nebo elektrochemické interakce kovu s roztokem. Toto jméno dostali v důsledku skutečnosti, že takové povlaky nejen „přilnou“ k povrchu, ale tvoří s ním jeden celek. Konverzní nátěry díky svým izolačním vlastnostem omezují nebo zcela potlačují podvrstvové korozní mechanismy.
Existuje několik nejoblíbenějších typů konverzních nátěrů: fosfát, kysličník и chromatický е.
Obrázek 1. Povlak z fosforečnanu železa
Obrázek 2. Povlak fosforečnanem zinečnatým
Fosfátový povlak – krystalický film ve vodě nerozpustných fosforečnanových solí manganu a železa nebo zinku a železa.
Obrázek 3. Připravený povrch
Obrázek 4. Neupravený povrch
Chromátový povlak – používá se nejčastěji při zpracování hliníku a jeho slitin, zejména na hliníkové profily. Tento povlak lze použít jak při přípravě hliníku pro lakování, tak k získání nezávislého dekorativního povlaku. Povrchová úprava se provádí pomocí vodného roztoku kyseliny chromové nebo chromátu, který často obsahuje další přísady, například kyselinu fosforečnou a chlorovodíkovou.
Když se vytvoří chromátová vrstva, kyselina chromová reaguje s čištěným hliníkovým povrchem za vzniku komplexních solí a fluoridů. V důsledku toho se vytvoří ochranná vrstva, která má barvu od bezbarvé po zlatožlutou v závislosti na délce procesu. Bohatost barvy pochází z inkluzí chrómu: tenké, bezbarvé povlaky se skládají převážně ze sloučenin trojmocného chrómu, zatímco silnější žluté vrstvy obsahují sloučeniny trojmocného i šestimocného chrómu Cr₆+.
Vrstvy zeleného chromátu se připravují v roztocích kyseliny chromové, fluoridů a kyseliny fosforečné. Skládají se převážně z fosforečnanů chrómu a hliníku a neobsahují toxické sloučeniny Cr ₆ +, proto je lze použít v potravinářském průmyslu.
Tyto vrstvy poskytují dobrou přilnavost a spolehlivou ochranu proti pronikání vodních par a dalších okolních vlivů i při následných aplikacích nátěrů. Zelený odstín této vrstvy je způsoben tvorbou CrPO ₄ (ortofosforečnan chromitý).
Oxidový povlak – oxidový film na povrchu výrobku nebo obrobku, vytvořený v
výsledek redoxní reakce. Hlavním účelem oxidace je zlepšit
dekorativní a ochranné vlastnosti kovů. Oxidové povlaky se používají v kombinaci s
nátěrové hmoty a samostatně. Jako podkladový nátěr se zlepšují
přilnavost nátěrů, zvyšují životnost finálních (barva a lak) nátěrů.
POZOR: Antikorozní schopnost oxidových povlaků je výrazně nižší než u fosfátových. Proto se při přípravě povrchu barevných kovů pro lakování častěji používá oxidace. Železné kovy jsou převážně fosfátované.
Hlavní a nejběžnější způsob přípravy povrchu je fosfátování. Fosfátování – chemická úprava železných kovů, jejímž výsledkem je vytvoření fosfátového povlaku.
Tento povlak plní následující funkce:

- zvýšení odolnosti kovu proti korozi;
- zlepšení přilnavosti barvy;
- zvýšení životnosti laku.
Jaké jsou druhy fosfátování?
V závislosti na zvolených solích se fosfátování dělí na:
– amorfní (fosfát železa) – tvorba vrstvy amorfního fosforečnanu železa v důsledku reakčního rozpouštění kovu. Složení vrstvy fosforečnanu železa zahrnuje kov z upravovaného povrchu, obvykle železo, odtud název samotného procesu – fosfátování železa.
– krystalický (fosforečnan zinečnatý) – tvorba na povrchu kovu s krystalickou strukturou, která je vytvořena z kovu obsaženého v roztoku, a nikoli z upravovaného povrchu. Ke vzniku krystalického povrchu dochází v důsledku ztráty kyselosti v roztoku, což vede ke krystalizaci fosforečnanu zinečnatého. Proto se proces tvorby krystalického fosfátového povlaku nazývá zinkové fosfátování.
Hlavní výhodou zinkofosfátového povlaku oproti povlaku z fosfátu železa je jeho lepší odolnost proti korozi.
PRO REFERENCI!
Šíření koroze z řezu na povlaku z fosforečnanu železa po 500 hodinách solné mlhy je více než 2 mm, zatímco na povlaku z fosforečnanu zinečnatého nepřesahuje šíření koroze 1 mm.

Následující obrázek jasně ukazuje účinek přípravy povrchu na odolnost proti korozi. Tyto testy byly provedeny v akreditované laboratoři MAV.

Jak je patrné z obrázku, minimální šíření koroze z řezu při fosfátování bylo 0,79 mm a maximum při přípravě acetonu bylo 4,06 mm.
POZOR: Před nanesením konverzní vrstvy musí proces fosfátování krystalického zinku zahrnovat krok aktivace.
Aktivace – proces úpravy kovového povrchu před fosfátováním, jehož cílem je: zkrácení doby fosfátování, snížení hmotnosti a velikosti krystalů fosfátové vrstvy, zvýšení ochranných a fyzikálně-mechanických vlastností nátěrů barev a laků v kombinace s fosfátovými vrstvami, což snižuje spotřebu chemikálií pro fosfátování.
Jak kontrolovat kvalitu fosfátového filmu na dílech?
AMIKA radí!
Nejpohodlnější a nejrychlejší metodou SHOP kontroly kvality fosfátové vrstvy je odkapová metoda. Podívejte se na podrobné video zde:
Testovací činidlo je 10% roztok chloridu sodného (NaCl).
Metoda stanovení fosfátové vrstvy kapkovou metodou: nanesení kapky – zaznamenejte čas, podívejte se do tabulky změny barvy (viz obrázek 5). Barva kapky se mění z modromodré na světle zelenou, žlutou nebo červenou. Čím delší je doba od aplikace kapky do změny barvy, tím je fosfátová vrstva stabilnější.

Obrázek 5. Stanovení korozní odolnosti fosfátové vrstvy
Na povrch dílů se pipetou nanese kapka 10procentního roztoku chloridu sodného (obrázek 6). Stopky měří čas, po kterém se barva kapky změní. Ke změně barvy dochází v důsledku částečné destrukce fosfátové vrstvy a uvolnění mědi z exponované oblasti kovu. (Obrázek 6).
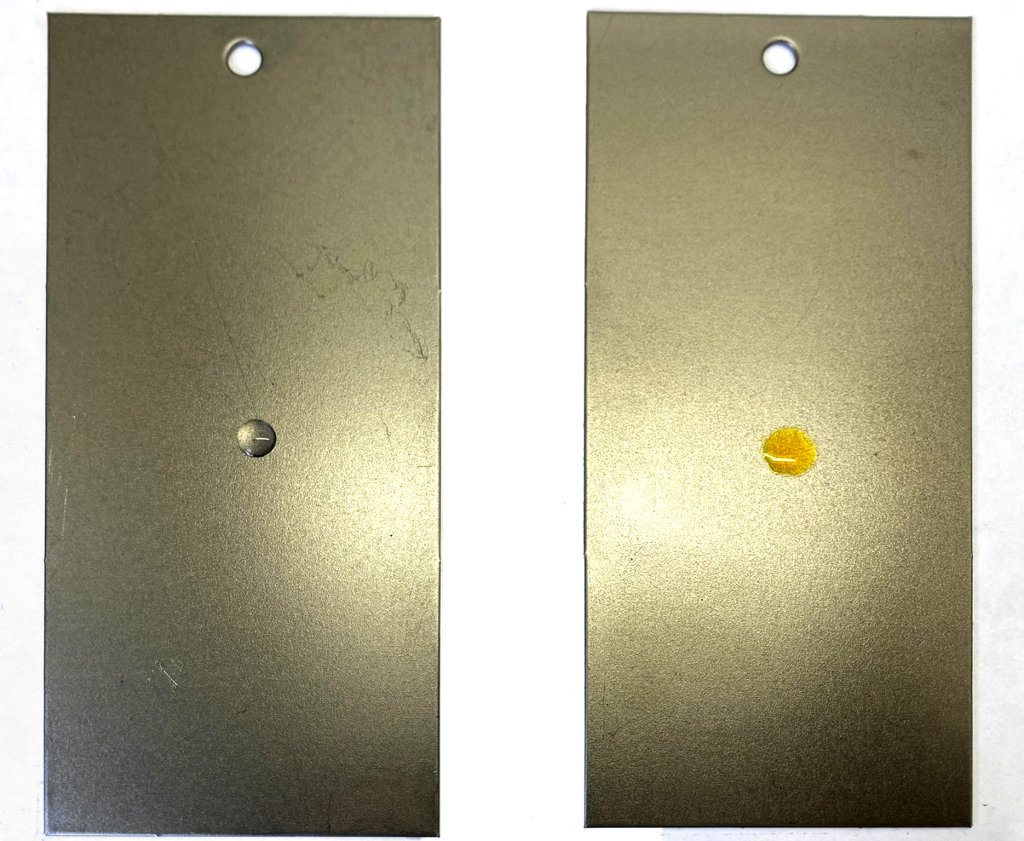
Obrázek 6. Stanovení korozní odolnosti fosfátové vrstvy
Kromě zjišťování kvality fosfátování je nutné kontrolovat i kvalitu pracovních roztoků. Podle GOST 9.402 kontrola musí být provedena minimálně dvakrát za směnu.
POZOR: při použití takových roztoků se jejich kyselost postupně snižuje, což vede ke snížení fosfátovací schopnosti.
Rozbor roztoků se provádí v souladu s technologickým návodem výrobce.
AMIKA radí!
Sledujte celkovou a volnou kyselost roztoku.
Kyselost roztoku se posuzuje počtem jeho bodů. Volná kyselost se stanoví titrací 10 cm0,1 pracovního fosfátovacího roztoku roztokem hydroxidu sodného s molární koncentrací NaOH c rovnou XNUMX mol/dmXNUMX s indikátorem methyloranž. Obecná kyselost – s indikátorem fenolftolein. V tomto případě se kyselost určuje v konvenčních jednotkách – bodech, na základě objemu spotřebovaného hydroxidu sodného v centimetrech krychlových. Tento indikátor se nastavuje ručně pomocí fosfátovacího koncentrátu podle technologického návodu k použití fosfátovacího koncentrátu.
Po dodržení všech doporučení pro přípravu povrchu, která byla diskutována v tomto článku, je možné přejít k další fázi technologického procesu, zpravidla se jedná o práškové lakování.
Online poradce na webu je připraven rychle pomoci s výběrem požadovaných položek a zodpovědět vaše požadavky. V případě dotazů na technickou podporu pište na:

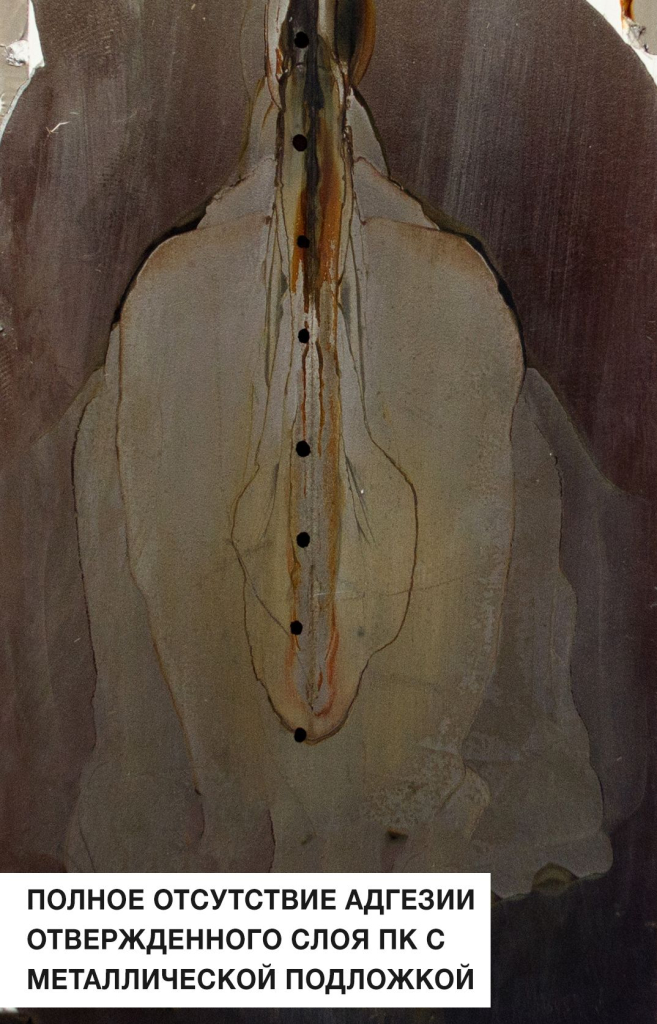
Prášková barva se odloupla z povrchu, proč se to stalo, jak to opravit a vyhnout se takové závadě v budoucnu – na to se podíváme v novém článku.
Obr.1. Test odolnosti proti korozi špatně odmaštěných povrchů
Na základě nashromážděných statistik Technická podpora AMIKA V 9 případech z 10 je příčinou odlupování práškové barvy z povrchu špatná příprava povrchu. Před lakováním kovu musí být povrch odmaštěn, to znamená, že je nutné z jeho povrchu zničit mastné usazeniny, které mohou zůstat z prstů, kožní stopy, maziva, emulzní usazeniny, technické oleje, chladící směsi a další chemické sloučeniny. I zdánlivě čistý povrch může mít hustý, mastný film.
- Druhy povrchové kontaminace
- Proč potřebujete odmastit povrch?
- Metody odmašťování povrchů
- Kontrola kvality povrchu po odmaštění
Existuje několik typů znečištění:
- Organické (maziva a speciální oleje s minerálními přísadami – vazelína, vosk, parafín atd.);
- Anorganické (oxid, uhlíkové usazeniny);
- Smíšené (emulzní směsi, topný olej a další spreje získané zpracováním pod tlakem).
POZOR: Před lakováním nezapomeňte povrch odmastit. V opačném případě se může životnost lakovaného povrchu výrazně snížit.
Proč potřebujete odmastit povrch?
Špatné odstranění usazenin, jako je konzervační tuk, z kovového povrchu vede ke snížení povrchového napětí. Zbývající mastný film vede ke zhoršení molekulárních vazeb mezi práškovým nátěrem a špatně odmaštěným kovem, což může vést k:
- Špatná přilnavost (adheze) práškové barvy k povrchu;
- Nerovnoměrnost dokončovací vrstvy;
- Praskání a odlupování nanesené barvy;
- Nebezpečí bobtnání naneseného nátěru.
Obr.2. Odlupování práškové barvy v důsledku špatné přípravy povrchu
Odmaštění kovu před lakováním lze provést starým osvědčeným způsobem pomocí benzínu, petroleje, alkoholu, acetonu, nefrasu, lakového benzínu, antisilikonu nebo rozpouštědla 646.
- Benzín – zvolte vysoké oktanové číslo;
- Petrolej – používají se pouze jeho čištěné druhy bez nečistot. Použití na malých plochách a dílech na velkých plochách není opodstatněné;
- Alkohol snadno odstraní organické skvrny. Díky rychlému odpařování se s ním dají ošetřit jen malé plochy;
- Aceton – výrazný štiplavý zápach, použití v dobře větraných prostorách, s osobními ochrannými prostředky a gumovými jednorázovými rukavicemi, nízká cena. Video níže ukazuje proces odmaštění zdánlivě čistého povrchu;
- Nefras – slouží k základnímu odmaštění jakýchkoliv povrchů, hořlavá kapalina vyžadující zvláštní péči při jejím používání;
- Lakový benzín je vysoce kvalitní odmašťovač kovů před lakováním, který odstraňuje mnoho druhů nečistot. Směs má pronikavý zápach a její výpary jsou pro člověka toxické, proto je nutné s takovým odmašťovačem pracovat na čerstvém vzduchu nebo ve větraném prostoru;
- Solvent 646 má specifický, výrazný zápach. Vhodné pro odmašťování a odstraňování starých vrstev laku;
- Antisilikon – používá se také k ošetření karoserií automobilů. Používejte mimo zdroje ohně.
AMIKA radí!
Při použití některého z výše uvedených produktů je nutné opláchnout zbývající produkt vodou a povrch důkladně osušit.
Pokud však mluvíme o hromadné výrobě s automatizací procesu přípravy povrchu, nejúčinnější jsou alkalické nebo kyselé odmašťovače.
Vytvářejí na povrchu stabilní pěnu, snižují povrchové napětí, smáčejí povrch, rozptylují pevné nečistoty a emulgují nestabilní usazeniny. To znamená, že nahromadění tuku je odděleno od povrchu. Obsahují inhibitory, přísady a povrchově aktivní látky.
Aby se předešlo výše popsaným následkům nekvalitního odmaštění kovového povrchu, je třeba přísně dodržovat pokyny pro jejich použití. Tyto čisticí prostředky se zpravidla před použitím smíchají s vodou v předem vypočítaných poměrech. Poté se opatrně odstraní vodou pod tlakem a povrch se vysuší při požadované teplotě. Použití takových čističů je maximálně šetrné k životnímu prostředí a bezpečné.
Pro informaci!
Kontrola kvality odmašťování se provádí v souladu s GOST 9.402-2004 „Jednotný systém ochrany proti korozi a stárnutí. LAKOVÉ NÁTĚRY. Příprava kovových povrchů pro lakování.“
Alternativní metodou čištění povrchu je ultrazvukové čištění. Část pro odmašťování je umístěna ve speciální lázni. Tato metoda je vhodná pro malé díly. Neefektivní ve výrobním měřítku.

Obr.3 Loupání práškové barvy
Po přípravě povrchu nezapomeňte zkontrolovat kvalitu konečného nátěru podle následujících ukazatelů:
- Přilnavost (GOST 15140);
- Rázová houževnatost nátěru (GOST 4765);
- Pevnost povlaku v tahu (GOST 29309);
- Odolnost proti korozi, stanovení šíření koroze z řezu, v souladu s GOST 9.401-2018, metoda B.
Jak odstranit vadu odlupování práškové barvy z povrchu bylo podrobně diskutováno v článku:
Důvodů, proč se prášková barva loupe, může být několik, v tomto článku jsme analyzovali ten nejoblíbenější, podle statistik volání na službu technické podpory AMIKA: špatná příprava povrchu.
V případě jakýchkoli závad během práškového lakování:
– volejte na číslo:
+375 (44) 660-10-39 Bělorusko
+ 7 (962) 191 80 97 exportní dodávky;
– nebo napište na email: [email protected] , [email protected] .
Práškové barvy značky AMIKA jsou na trhu od roku 2009. Vyrábíme průmyslové, architektonické práškové barvy a práškové barvy s pečetí kvality Qualicoat . skladem: polyester , epoxy-polyester , polyuretan práškové barvy s různým stupněm lesku, povrchové struktury a režimu polymerace.