Přímá a obrácená polarita při svařování s invertorem – co to znamená, rozdíl, jaký režim připojení zvolit

Každý, kdo vezme do ruky elektrodu a chystá se podrobit kov, aby vytvořil nová mistrovská díla, by měl pochopit, co je přímá polarita a co znamená obrácená polarita při svařování s invertorem.
Jaká je polarita na svařovacím invertoru?
To je jedna z charakteristik svařovacího procesu, která ukazuje, kde je připojeno “plus” – k elektrodě nebo k produktu. Technicky je polarita závislá na možnosti připojení zemnícího kabelu a kabelu s držákem elektrody (nebo hořáku) ke svařovacímu zařízení. Zvolený způsob připojení přímo ovlivňuje proces svařování stejnosměrným proudem (DC). Je na stejnosměrný proud, protože střídavý proud (AC) není charakterizován jednou polaritou – dochází k neustálé změně polarity.
Proč měnit polaritu při svařování
Volba polarity ovlivňuje, jak bude svařovací oblouk vypadat a ve které oblasti dojde k největšímu zahřívání. Při přímé polaritě se povrch kovových polotovarů zahřeje silněji a při opačné polaritě elektroda.
První možnost se vyznačuje stabilním obloukem a je vynikající pro spojování dílů velké tloušťky (od 5 mm). A při obrácené polaritě se teplo soustředí na elektrodu, takže se taví rychleji. Skutečnost, že se samotné obrobky v tomto režimu méně zahřívají, umožňuje jeho použití pro práci s tenkostěnnými díly.
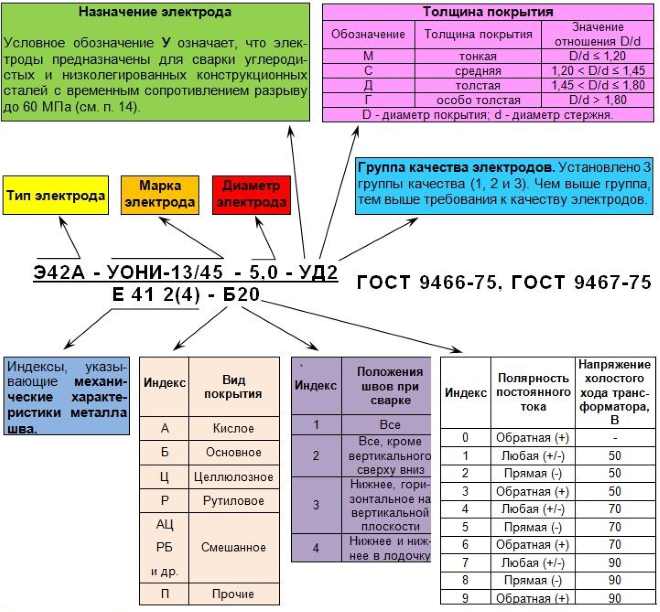
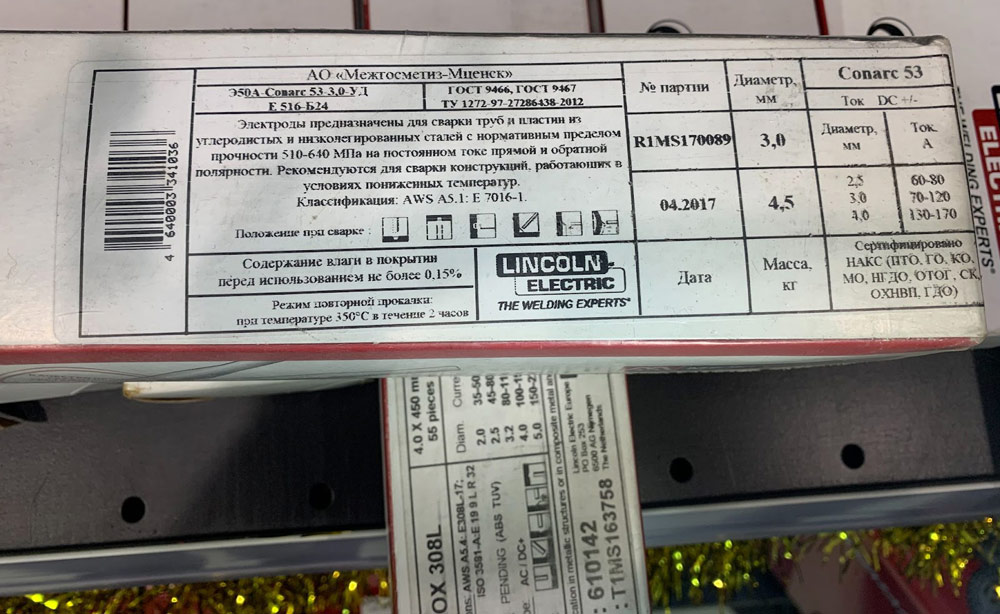
Užitečná rada pro ty, kteří stále pochybují o tom, jakou možnost připojení zařízení zvolit: věnujte pozornost označení na balení elektrod, se kterými musíte pracovat. Mimo jiné obsahuje doporučení pro výběr parametrů včetně typu proudu a polarity. Existují univerzální obalené elektrody, které lze použít na přímou a obrácenou polaritu, stejně jako na střídavý proud. Rutilové elektrody jsou obecně univerzální. A pro provoz na stejnosměrnou obrácenou polaritu se obvykle používají spotřební materiály se základním povlakem, ale existují výjimky.
Co se stane, když na svařovacím invertoru zvolíte špatnou polaritu?
Pokud nedodržíte doporučení pro volbu polarity uvedené na štítku, výsledek práce se bude lišit od toho, co deklaruje výrobce.
V tomto případě jsou možné následující důsledky:
- nedostatečná penetrace;
- nerovnoměrný tvar švu;
- silný rozstřik kovu;
- nestabilní hoření oblouku;
- je možný výskyt různých defektů (nedostatek roztavení, propálení, nestavení mezi válečky);
- nízký depoziční výkon.
Dopředná a obrácená polarita při svařování MMA
Každý svařovací stroj má dva standardní konektory pro připojení kabelů. Připojíme-li kabel s elektrodou do „mínusu“ a do zdířky „plus“ nainstalujeme kabel se zemnicí svorkou, zajistíme tak přímou polaritu. A pokud je naopak na produktu „mínus“ a na elektrodě „plus“, pak se polarita na svařovacím invertoru bude nazývat obrácená. Pro práci s metodou MMA lze použít oba režimy, podle toho, jaké díly se mají spojovat, z jakého materiálu jsou vyrobeny, jaký spotřební materiál použijeme a jakou metodu vařit.
TIG – Vlastnosti argonového obloukového svařování
DC TIG proces se provádí pouze s přímou polaritou nebo se střídavým proudem. A existuje pro to vysvětlení. Jak víte, wolframové elektrody se používají pro ruční argonové obloukové svařování. Navzdory tomu, že ke své výrobě používají žáruvzdorný kov, mohou se za provozu roztavit, pokud jsou zahřáté na bod tání. Abyste tomu zabránili, nenechte je přehřát. A jak si pamatujeme, s obrácenou polaritou je na elektrodu aplikováno „plus“, na kterém se uvolňuje více tepla. Z tohoto důvodu se u metody TIG nepoužívá obrácená polarita.
Druhou možností pro argon-obloukovou technologii je svařování střídavým proudem. Tato technika se používá ke spojování dílů vyrobených z hliníku a jeho slitin. Jedním z největších problémů tohoto kovu je potřeba očistit jeho povrch od oxidového filmu. Na přímou polaritu nedochází k destrukci oxidového filmu a nemůžeme použít obrácenou polaritu, protože dojde k destrukci wolframové elektrody v důsledku přehřátí. Jako kompromisní řešení používáme střídavý proud, ve kterém je přímá i obrácená polarita. Při přímé polaritě je dosaženo maximální hloubky průniku a při opačné polaritě je odstraněn oxidový film.
MIG/MAG. Vlastnosti poloautomatického svařování
Proces MIG/MAG se obvykle provádí proudem s obrácenou polaritou (např. pomocí svařovacího drátu Lincoln Electric SuperArc L-56). Jedinou výjimkou je poloautomatické svařování plněným drátem s vlastním stíněním (FCAW-SS) – tato metoda se provádí proudem o přímé polaritě. K tomu je vhodný plněný drát od výrobce Lincoln Electric: Pipeliner NR-208-XP a Innershield NR-207.
Výhody a nevýhody přímé a obrácené polarity
Na závěr ještě jednou stručně vyjmenujeme hlavní rozdíly, výhody a nevýhody.
- větší zahřívání obrobků;
- pronikání kovu větší tloušťky;
- používá se pro metodu TIG, protože wolframová elektroda se méně zahřívá;
- vhodné pro proces MIG/MAG s použitím plněného drátu.
- větší ohřev elektrody/drátu;
- vhodné pro spojování tenkých plechových dílů;
- menší průnik kovu;
- používá se pro ruční obloukové a poloautomatické svařování.
Za zmínku stojí, že pro RD se nejčastěji používá obrácená polarita, protože díky zrychlenému tavení elektrody je možné dosáhnout vyšší produktivity. Snížené riziko propálení svaru. Existují však také nevýhody: tato metoda se vyznačuje méně aktivním pronikáním kovu a také možností přehřátí elektrody.
Každý, kdo plánuje začít pracovat na obrábění kovů, by měl pochopit, co znamená obrácená polarita při svařování s invertorem a přímým, jaký režim připojení zvolit pro argonový oblouk a který pro poloautomatický přístroj. Když odborník ví, co ovlivňuje volba typu proudu a polarity, je schopen správně nakonfigurovat parametry a provádět úkoly, které před ním stojí, co nejpřesněji. Doufáme, že článek pomohl zjistit, jak připojit svařovací stroj, nyní můžete snadno najít plus a mínus. A stejně snadno určete, jak zvolit polaritu v závislosti na použité technologii.

Každý svařovací invertor má dvě svorky pro připojení. K jednomu je připojena elektroda nebo svařovací hořák a druhý ke svařovacímu produktu. V tomto případě mají DC invertory kladnou a zápornou svorku. Proto při svařování a povrchová úprava U stejnosměrného proudu existují pojmy polarity: vpřed a vzad.
Polarita je určena tím, ke které svorce je elektroda připojena. Obrácená polarita proudu při svařování se objeví, když je výrobek připojen k „mínusu“ a elektroda k „plus“. Přímý znamená, že elektroda je připojena k záporné svorce a produkt je připojen ke kladné svorce.
Přímé a zpětný proud při svařování mají řadu významných rozdílů, které umožňují použití každého typu proudu pro různé podmínky. Typ připojení ovlivňuje charakteristiky svařovacího proudu, charakteristiky proces a jeho konečný výsledek. S pomoci сradu Náš článek vám pomůže pochopit rozdíly typy připojení.
Zvažování konceptu by mělo začít se základy – rysy fenoménu stejnosměrného proudu. Během svařování se na špičce elektrody objeví tepelný bod. Vyznačuje se vysokou teplotou, která umožňuje roztavení základního kovu a svařovacích materiálů a jejich využití k tvarování šev.
Teplota spotu závisí na jeho typu. V závislosti na zapojení se rozlišuje katoda a anodový bod. Teplota tedy závisí na svorce, ke které je elektroda připojena. Teplota anodové skvrny může dosáhnout 4000 oC a katodová skvrna je mnohem nižší – její teplota obvykle nepřesahuje 3200 oC.
Při přímém připojení se na konci elektrody objeví katodový bod. V tomto případě bude obrobkem anoda a hlavní teplota bude zaznamenána na samotném produktu.
Díky připojení ke kladné svorce zpětný proud naznačuje, že se na elektrodě tvoří anodový bod. S vyčnívající katodou bude základní kov přijímat méně tepla a bude se méně zahřívat.
Kromě teploty existují další rozdíly:
- abyste získali hlubší svarovou lázeň a hlubší šev, použijte přímé spojení, ale šev bude úzký a u opačného spojení je šev širší, ale ne tak hluboký,
- při stejnosměrném proudu hoří oblouk stabilněji a při zpětném proudu je nutné jej pečlivě sledovat, aby nedošlo k jeho přeskočení a zhasnutí, zejména při nízkých proudech,
- Spotřeba elektrod na stejnosměrný proud je vyšší, protože se rychleji taví a díky obrácené polaritě lze snížit spotřebu materiálů,
- Zpětný proud kvůli nízkému ohřevu prakticky nemůže propálit kov, takže se lépe hodí pro práci s tenkými výrobky do 3 mm, ale dopředný proud se silněji zahřívá a častěji se používá pro silnější díly.
Finále schéma spoje se volí podle druhu kovu, jeho tloušťky a také podle druhu svařovacích materiálů. Například mnoho vysoce legovaných ocelí a citlivých kovů těží z reverzního svařování, aby se snížila pravděpodobnost přehřátí. Elektrody na střídavý proud nelze použít pro přímou polaritu. Elektrody citlivé na přehřátí naopak nejsou vhodné. Bez ohledu na připojení je v každém případě nutné dodržovat další doporučení týkající se procesu svařování, zejména v otázkách předehřívání nebo chlazení obrobků.
Je to možné? <b>proud s obrácenou polaritou při svařování</b> střídavý proud
Odpověď na tuto otázku je velmi jednoduchá: ne. Podstatou střídavého proudu je automatická změna polarity při dané frekvenci bez přepínání. Svářeč to nemůže nijak ovlivnit a nemůže zásadně samostatně libovolně měnit polaritu proudu. Proto střídavý proud obrácené polarity při svařování neexistuje.
- Svařovací předpisy a normy
- Jaký proud je potřeba pro svařování