Optimální pásové pily | Provozní režimy pásových pil

Pro správné řezání obrobku z různých materiálů je nutné vědět, jakou rychlostí má pásová pila řezat a jaká je potřeba rozteč zubů. Parametry řezných režimů pro pásové pily (rychlost pásové pily) jsou uvedeny v přehledné tabulce.
<img src=”https://ctanku.ru/upload/images/skorost_reza.webp?1731861544″ /><br />
Provoz pásu
Správné upnutí materiálu přispívá ke kvalitnímu řezání a ovlivňuje přesnost řezání a opotřebení pily. Proto je nutné počítat s rozdílem při upínání materiálu při práci s dvousloupovým strojem nebo jednosloupovým strojem.
Nadměrné napětí na pásu může způsobit prasknutí pásu. Nedostatečné napnutí kotouče má za následek vytažení kotouče během řezání a zničení kotouče. U strojů s ručním napínáním pásu je lepší pás mírně přetáhnout než podtáhnout, pokud není přesná hodnota napětí známa.
Špatné vyrovnání vodítek nebo kladek bude mít za následek selhání kotouče nebo výrazné snížení životnosti kotouče. Charakteristiku pilového kotouče výrazně zhoršují i poruchy ostatních prvků stroje (ložiska apod.). Pásovou pilu provozujte a udržujte v souladu s požadavky uvedenými v jejím návodu.
Pro řezání většiny materiálů je zapotřebí řezná kapalina. Zvolte chladicí kapalinu a její koncentraci podle řezaného materiálu.
Záběh v pásových pilách
Proč je nutné běžet v pásové pile?
Proces válcování kotouče zpevňuje a tvaruje nové, velmi ostré zuby. Správný záběh může prodloužit životnost kotouče o 20-50%.
Vždy zalomte nový pilový pás!
- Řezání provádějte doporučenou rychlostí pásové pily.
- Řez provádějte rychlostí posuvu, která je o polovinu rychlejší než normálně (doba řezání je dvakrát delší).
- Po 20 minutách postupně zvyšujte rychlost posuvu, dokud nedosáhnete doporučené řezné rychlosti.
Pro zajištění dobrého průniku do velmi tvrdých a obtížně řezatelných materiálů je nutné zvýšit sílu posuvu a řezat rychleji, než je popsáno výše.
- Nová pila má zuby, které mají velmi ostrou řeznou hranu.
- Správným záběhem pily získá řezná hrana optimální zaoblení.
- Nadměrné zatížení pily v důsledku nesprávného záběhu vede k tvorbě mikrotřísek na řezné hraně
Bimetalové pásové pily.
Rychlost posuvu při záběhu nové pily by měla být 50 % doporučené rychlosti posuvu pro řezaný materiál. Zabráníte tak vzniku mikroúderů v důsledku tvorby příliš silných třísek.
Když se nová pila používá, může vibrovat nebo vydávat hlasité zvuky. V tomto případě stačí mírně snížit řeznou rychlost. Při řezání přířezů malého průřezu v režimu válcování je potřeba nařezat cca 300 cm2 materiálu. Při zpracování velkých obrobků doporučujeme záběh po dobu 15 minut. Po záběhu pomalu zvyšujte rychlost posuvu na doporučenou úroveň.
Pilové pásové kotouče s kotouči z tvrdokovu.
Požadovaný režim záběhu nové pily je definován jako 50 % doporučeného posuvu a 50 % řezné rychlosti. Je velmi důležité zabránit vibracím během doby záběhu. Pokud k tomu dojde, je nutné snížit řeznou rychlost. Po záběhu 15 minut nebo po řezání cca. 300 cm2 materiálu postupně navyšovat nejprve řeznou rychlostí a poté posuvem na tabulkové hodnoty.
Před zahájením práce s novou pilou zkontrolujte napnutí pilového pásu, které by mělo být cca. 300 N/mm2, stejně jako procento obsahu oleje v mazací a chladicí kapalině. FLAMME pro tyto účely nabízí ruční refraktometr a přístroj na měření tahu.
<b>Volba rozteče zubů a složení pilového pásu.</b>

A – Šířka. Vzdálenost od zadní části pily ke špičce pily.
B – Pilová základna. Vzdálenost od zadní části pily k mezizubnímu prostoru.
C – Délka. Délka plátna.
D – Tloušťka. Tloušťka plátna.
E – Řez zpět. Strana pily protilehlá zubům.
F – Vzdálenost mezi zuby. Vzdálenost mezi vrcholy sousedních zubů.
G – Rozteč zubů. Počet zubů na palec.
H – Mezizubní prostor. Mezera mezi dvěma zuby. Prohlubeň je určena k odstraňování třísek z oblasti řezu.
I – povrch zubu. Povrch zubu zapojený do řezání. Zub může mít kladný, záporný nebo pravý úhel sklonu.
J – Nastavení zubů. Vzdálenost mezi dvěma vrcholy zubů, udávající maximální odchylku od svislé osy. Nastavení zubů určuje šířku řezu materiálu.
K – Zadní hrana zubu. Povrch zubu protilehlý úhlu náběhu. V závislosti na účelu může mít samostatný roh nebo profil.
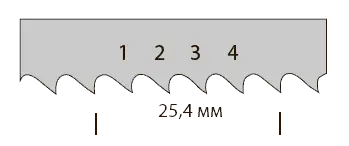
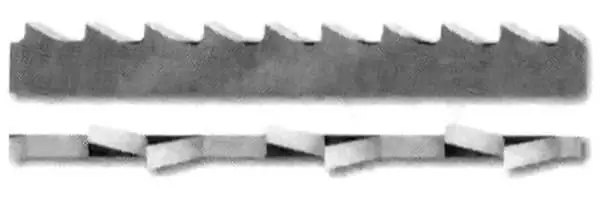
Konstantní rozteč – vzdálenost mezi zuby se nemění.
Pilové kotouče s konstantním stoupáním mají stejnou rozteč zubů a stejný profil zubů. Rozteč zubů (TPI – zubů na palec) je počet zubů na 1 palec (25,4 mm) interval Dnes je to zastaralá technologie a pro řezání kovů se prakticky nepoužívá.
Variabilní rozteč – střídají se malé a velké zuby.
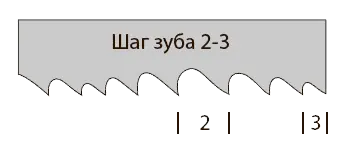
Pilové kotouče s proměnnou roztečí mění vzdálenost mezi zuby, aby se snížily vibrace a zlepšil se odvod třísek a přesnější řezný povrch. Proměnná rozteč zubů je označena pomlčkou, přičemž největší a nejmenší rozteč je vyznačena. Kotouče s proměnnou roztečí se používají pro řezání většiny kovů a jsou nejvhodnější pro řezání konstrukčních prvků nebo pro řezání při vibracích a nárazech. Tyto pily mají delší životnost.
Také plátna jsou rozdělena podle typu materiálu, ze kterého jsou vyrobena:
- Bimetalové pásové pily jsou nástrojem získaným elektronovým svařováním základního kotouče a řezné hrany zubů z rychlořezné oceli.
- Tvrdokovové pilové pásy jsou vysoce výkonným nástrojem pro řezání různých materiálů, včetně materiálů, které nelze zpracovat bimetalovými pilovými pásy.
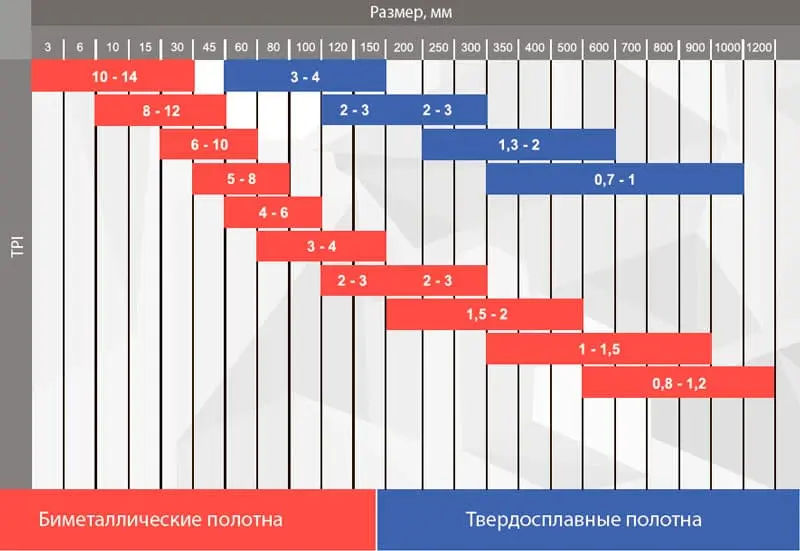
Výběr rozteče zubů pro profilové polotovary
Tato výběrová tabulka slouží ke snadnému určení vhodné rozteče zubů pro řezání profilových polotovarů a trubek. Na vodorovném měřítku vyberte maximální rozměry dílu, který má být vyříznut. Poté ve svislém sloupci vyberte změněnou tloušťku stěny a v tabulce najděte doporučenou rozteč zubů. Pro rychlejší řezání můžete použít nejbližší větší rozteč zubů. Nedoporučuje se používat jemnější rozteč zubů, protože přeplnění mezer mezi zuby hoblinami povede k rychlému opotřebení ostří.
- U kulatých trubek je potřeba zdvojnásobit tloušťku jedné stěny a poté najít vhodnou rozteč zubů.
- U čtvercových a obdélníkových trubek zohledněte maximální šířku řezaného balíku a tloušťku stěny.
Výběr rozteče zubů pro profilové polotovary
Tato výběrová tabulka slouží ke snadnému určení vhodné rozteče zubů pro řezání profilových polotovarů a trubek. Na vodorovném měřítku vyberte maximální rozměry dílu, který má být vyříznut. Poté ve svislém sloupci vyberte změněnou tloušťku stěny a v tabulce najděte doporučenou rozteč zubů. Pro rychlejší řezání můžete použít nejbližší větší rozteč zubů. Nedoporučuje se používat jemnější rozteč zubů, protože přeplnění mezer mezi zuby hoblinami povede k rychlému opotřebení ostří.
- U kulatých trubek je potřeba zdvojnásobit tloušťku jedné stěny a poté najít vhodnou rozteč zubů.
- U čtvercových a obdélníkových trubek zohledněte maximální šířku řezaného balíku a tloušťku stěny.

Geometrie pily
Vysvětlení označení tvaru zubů a doporučení pro výběr pásky:
S → konstantní stoupání, čelní úhel 0°
Pro řezání materiálů s krátkou třískou, vysokouhlíkových ocelí, nástrojových ocelí a litiny, obrobků malých průřezů, tenkostěnných profilů. Tento tvar zubů se používá především pro řezání trubek a tenkostěnných profilů a také pro mělké řezy. Pro řezání křehkých (křehkých) materiálů a obrobků s velkými průřezy.
K → konstantní stoupání, čelní úhel 10°
W → variabilní sklon, úhel čela 0°
WP → variabilní sklon, úhel čela 10°
WEP → variabilní sklon, úhel čela 18°
Variabilní rozteč umožňuje řezání s nízkými vibracemi.
Forma WEP se používá pro obrábění ocelí, které produkují kontinuální třísky (např. nerezové oceli).
Tvar zubů pásu <br />
Různé tvary zubů lze optimálně kombinovat s řeznými materiály a velikostmi kotoučů.
Typ zubu L (se zvýšenou mezerou mezi zuby) Úhel čela = 0°, pro řezání: – měkkých materiálů (hliník a dřevo) pouze v sortimentu pil z nástrojové oceli.
Typ zubu S (standardní tvar zubu) Úhel čela = 0°, pro řezání:
- materiály s krátkými třískami
- vysoce uhlíkové oceli
- duté a rohové profily
- ocelové nosníky
- polotovary v balíčku
- v podmínkách zvýšených vibrací
- v podmínkách univerzálního použití
- neželezné kovy a oceli
- profily a masivní materiály
Tvar zubu WH kladný úhel čela a variabilní výška zubu, pro řezání:
- vysoký řezný výkon
- pevné sochory
- materiály s krátkými třískami
- vylepšené oceli
Tvar zubu WV kladný úhel čela a variabilní výška zubu, pro řezání:
- s vysokým řezným výkonem
- pevné sochory
- materiály, které produkují dlouhé třísky
- korozivzdorné oceli
- žáruvzdorné superslitiny
Lichoběžníkový zub T kladný přední úhel, pro:
- poskytující vysoký řezný výkon
- získání lepší čistoty povrchu řezu
Tvar zubu TSN (lichoběžníkový zub) záporný úhel čela, speciálně pro řezání:
- povrchově tvrzené hřídele
- kalené oceli s tvrdostí do 62 HRC, oceli s vysokým obsahem manganu, vysoce chromované obrobky
- obrobky o průměru do 300 mm
Typy nastavení pásové pily
Uspořádání zubů, při kterém se zuby střídavě odchylují vlevo a vpravo od roviny kotouče, zajišťuje volnost klouzání pily v řezu.
SD – standardní zapojení

Standardní uspořádání se používá pro řezání materiálu tloušťky 5 mm a je univerzální pro ocel, litinu a neželezné kovy.
Při konstantním stoupání je pořadí nastavování zubů vlevo/vpravo/přímo. Při proměnlivém kroku zůstane jeden zub v rámci jednoho kroku kroku nedotažený. Ostatní zuby v intervalu jsou nastaveny střídavě vlevo/vpravo.
SFN – elektroinstalace krok za krokem

Různé šířky zubů jim umožňují střídat se v práci, čímž zvyšují odolnost a produktivitu pásové pily.
GS – skupinová elektroinstalace

Toto nastavení se používá u pil s roztečí zubů 4 až 18 tpi pro dosažení nejlepší kvality povrchu.
WS – vlnová elektroinstalace

Při řezání obrobků o tloušťce do 5 mm, jako jsou plechy, tenkostěnné trubky a profily, doporučujeme použít vlnovou sadu.
Rozlišuje se mezi konstantní roztečí se stejnou vzdáleností mezi zuby a proměnnou roztečí s různými vzdálenostmi mezi zuby v rámci stejného intervalu rozteče.
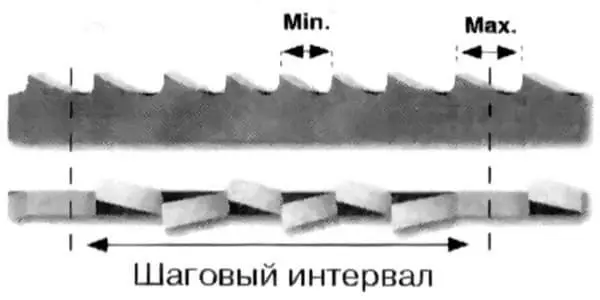
Proměnná výška tónu je označena dvěma čísly, například 2-3 tpi. To znamená, že v rámci intervalu rozteče je maximální vzdálenost mezi zuby nastavena v krocích po 2 zubech na palec a minimální v krocích po 3 zubech na palec.
Režimy řezání
Volba řezné rychlosti
Je důležité si uvědomit, že pásová pila se během procesu řezání zahřívá. Čím vyšší je rychlost pily při řezání, tím vyšší je teplota ohřevu.
Volba rychlosti řezání tedy závisí na typu pásové pily, velikosti materiálu a hustotě materiálu.
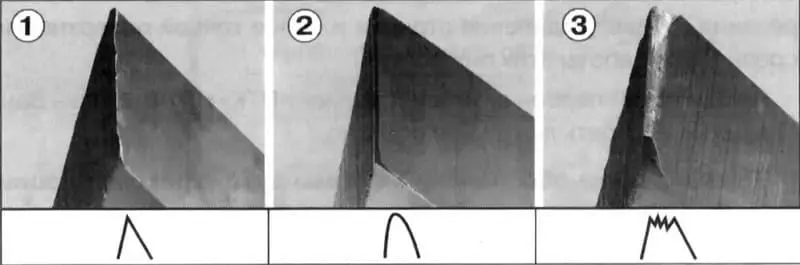
Tvar třísky vám pomůže vybrat správnou rychlost rámu během procesu řezání:
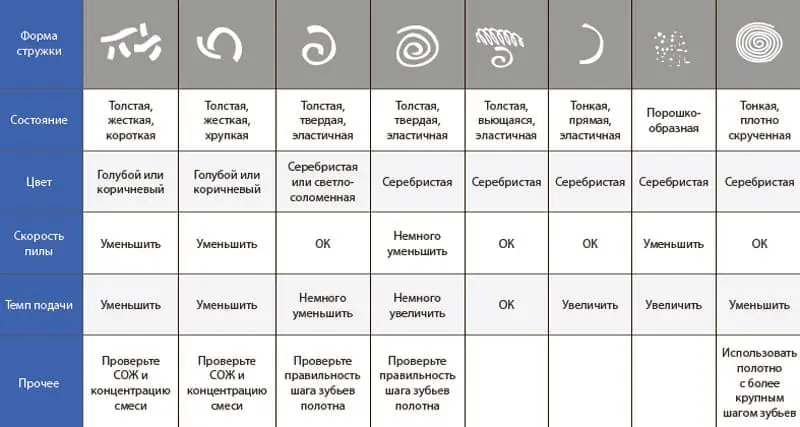
Příliš vysoká rychlost pohybu rámu (posuvu) při řezání způsobuje „třepání“ stroje a zvyšuje hladinu hluku Přílišný posuv může vést ke stříhání zubů nebo trhání kotouče.
Nedostatečný posuv vede k deformačnímu zpevnění obrobku a otupení ostří. Posuv řiďte podle tvaru třísek.
Nadměrná rychlost pily bude mít za následek zvýšený vývin tepla, otupení zubů kotouče nebo odizolování zubů, zejména u kotoučů z uhlíkové oceli. Viz doporučení pro režimy řezání pro různé materiály.
8. Doporučení pro volbu rozteče zubů
8.1. Výběr plátna
Vybírá se v závislosti na stroji
U horizontálních strojů je šířka uvedena výrobcem. Vertikální stroje umožňují měnit šířku pásu. Zvětšení šířky zvyšuje stabilitu pily. Pokud je třeba kontury řezat, je šířka pily určena nejmenším poloměrem (viz tabulka níže).
Materiál pilového kotouče
4 hlavní skupiny materiálů:
- nástrojová ocel;
- bimetal;
- tvrdá slitina;
- diamantové třísky.
Řezný materiál se volí v závislosti na tvrdosti materiálu, který má být řezán.
Správný sklon pily
Pro dosažení optimálních výsledků je velmi důležité zvolit správnou rozteč zubů.
1. Velmi malá rozteč zubů může mít za následek nerovnoměrné řezání.
Třísky ucpávají drážku mezi zuby, což vede k odchylkám při řezání, a také mohou způsobit vylomení zubu.
3. Pokud je rozteč velká, mohou se zuby pily zlomit, protože tlak na každý zub se během řezání zvyšuje.
Pro dosažení optimálních výsledků se doporučuje používat alespoň tři zuby. Pro nízkouhlíkové oceli a jiné snadno zpracovatelné materiály je optimální počet pracovních zubů 6-12, pro obtížně zpracovatelné materiály – 12-24.
Poloha materiálu v čelistech svěráku ovlivňuje správný výběr zubů pro ostří pásu.
Tabulka pro výběr pilových pásů je připevněna ke stroji.