Co jsou rutilové elektrody, k čemu jsou určeny a jak se liší od hlavních?
Co jsou rutilové elektrody? Jedná se o jeden z nejoblíbenějších typů svařovacích elektrod, který je široce používán v průmyslovém a domácím prostředí. Díky rutilovému povlaku poskytují takové elektrody stabilní hoření oblouku, snadnou práci s mokrým a rezavým kovem a také dobrou ochranu svarové lázně. V tomto článku se podíváme na to, k čemu jsou rutilové elektrody určeny, jaké rutilem potažené elektrody existují, čím se liší od ostatních a jak vybrat vhodnou možnost.
Složení a vlastnosti rutilových elektrod
- Snadné opětovné zapálení oblouku. Dostupnost TiO2 umožňuje zapálit oblouk lehkým dotykem elektrody na kov. To je zvláště důležité při vytváření krátkých švů a když je nutné často zapalovat oblouk.
- Menší tvorba trhlin ve svarovém kovu. Svar vyrobený rutilovými elektrodami se vyznačuje vysokou pevností a odolností proti prasklinám, což umožňuje použití takových elektrod pro svařování kritických konstrukcí.
- Stabilní hoření oblouku. To je zvláště důležité pro vysoce kvalitní svářečské práce, což je zvláště cenné pro složité prostorové polohy svaru, například svařování ve stropní poloze.
- Snadná práce s mokrými a rezavými kovy. To značně usnadňuje přípravu povrchů pro svařování a zkracuje dobu předúpravy.
Použití rutilových elektrod není omezeno na svařování pouze čistých povrchů. Díky speciálním vlastnostem povlaku se úspěšně používají pro svařování rezavých nebo mírně zoxidovaných materiálů, čímž se vyhnete dodatečné přípravě povrchu. Rutil také poskytuje dobrou ochranu svarové lázně a minimální rozstřik kovu, což snižuje ztráty při svařování a zlepšuje kvalitu svaru.

Přídavné nátěrové složky
- Feromangan se používá jako deoxidační činidlo, které pomáhá legovat svarový kov a zvyšovat jeho pevnost.
- Živec a magnezit – tyto komponenty poskytují dodatečnou ochranu svarové lázně, stabilizují proces hoření oblouku a tvoří struskovou krustu, kterou lze po svařování snadno odstranit.
- Celulóza – používá se v rutil-celulózových nátěrech k vytvoření intenzivní plynové ochrany svarové lázně, která zlepšuje kvalitu švu a zabraňuje jeho oxidaci.
Složení povlaku se může lišit v závislosti na značce elektrod a účelu. Do některých elektrod se přidává železný prášek pro zvýšení produktivity a zlepšení svařovacích charakteristik, jako je tavení a vyplňování mezer mezi spojovanými díly.
Značky rutilových elektrod a jejich vlastnosti
Existuje mnoho značek elektrod potažených rutilem, z nichž každá je navržena k řešení specifických problémů. V závislosti na požadavcích svařování si můžete vybrat nejvhodnější značku na základě typu povlaku a jeho vlastností:
| Značka elektrody | Typ nátěru | Vlastnosti |
|---|---|---|
| OZS-12 | Rutil | Vhodné pro svařování produktů střední a velké tloušťky, dobře pracuje se zoxidovanými povrchy. Vyznačuje se stabilním hořením oblouku a schopností používat stejnosměrný i střídavý proud. |
| ANO-21 | Rutil-celulóza | Poskytuje vysoce kvalitní šev i při práci s mokrým povrchem, vhodný pro rohové a T-spoje. Díky snadnému zapalování a nízkému rozstřiku jsou oblíbené pro domácí práce. |
| MP-3 | Rutil nebo rutil-celulóza | Je snadno použitelný, vhodný pro profesionály i začátečníky. Poskytuje stabilní hoření oblouku a dobrou separaci strusky, což usnadňuje zpracování svaru. |
| ELZ-OK 46.00 | Rutil-celulóza | Ideální pro práci s domácími svařovacími stroji. Vhodné pro svařování tenkých dílů a práci v náročných prostorových polohách. Snadné zapálení oblouku, minimální rozstřik a vysoký výkon činí tuto elektrodu oblíbenou pro vnitřní použití. |
Tyto elektrody poskytují konzistentní kvalitu svaru, snadno se používají a snadno se zapalují, díky čemuž jsou oblíbené mezi profesionály i začátečníky. Rutilem potažené elektrody lze použít na stejnosměrný i střídavý proud, což přidává na univerzálnosti jejich použití.
Doporučujeme zvážit elektrody:

440.64 – 166,440.00 XNUMX ₽

569.88 – 209,520.00 XNUMX ₽

592.92 – 197,640.00 XNUMX ₽

592.92 – 197,640.00 XNUMX ₽

524.88 – 197,640.00 XNUMX ₽

433.80 – 161,640.00 XNUMX ₽
Jak se rutilové elektrody liší od bazických elektrod?
- Druh svařovacího proudu. Rutilové elektrody lze použít se stejnosměrným nebo střídavým proudem, zatímco bazické elektrody vyžadují pečlivější výběr proudu. Díky tomu jsou rutilové elektrody všestrannější a pohodlnější pro začínající svářeče.
- Příprava povrchu. Rutilové elektrody nevyžadují tak důkladné čištění povrchu od rzi a nečistot, což je činí vhodnými pro svářečské práce na špatně připravených obrobcích. Bazické elektrody naopak vyžadují dokonale čistý povrch pro dosažení vysoce kvalitního švu.
- Šetrné k životnímu prostředí. Na rozdíl od bazických elektrod, které emitují toxické fluoridové sloučeniny, rutilové mají menší dopad na zdraví svářeče a lze je používat v uzavřených prostorách, avšak s přítomností systému odvodu a čištění vzduchu. To otevírá možnost svařování v podmínkách omezené ventilace.
- Separace strusky. Elektrody potažené rutilem poskytují lepší separaci strusky, což usnadňuje práci svářeče a snižuje množství potřebné následné úpravy svaru. Primární elektrody za sebou často zanechávají obtížně odstranitelnou strusku, která může prodloužit proces svařování.
- Odolný proti vlhkosti. Bazické elektrody jsou citlivější na vlhkost a před použitím vyžadují předkalcinaci. Rutilové elektrody jsou v tomto ohledu stabilnější a lze je používat prakticky ihned po zakoupení.
Také rutilem potažené elektrody poskytují lepší separaci strusky, což zjednodušuje práci svářeče a snižuje počet potřebných dodatečných úprav svaru. To je důležité zejména při provádění vícestupňového svařování, kdy kvalita každé vrstvy musí být vysoká.
Kdy zvolit rutilové a kdy bazické elektrody?
Volba mezi rutilovými a bazickými elektrodami závisí na konkrétní aplikaci. Pokud se svařování provádí v podmínkách vysoké vlhkosti nebo pokud je třeba pracovat na špatně očištěných površích, měly by se dát přednost rutilovým elektrodám. Pro kritické konstrukce, které vyžadují vysokou pevnost svaru a odolnost vůči dynamickému zatížení, je lepší použít bazické elektrody. Bazické elektrody jsou také preferovány při svařování silnostěnných konstrukcí, které budou pracovat při nízkých teplotách.
Oblasti použití rutilových elektrod
- Montáž a opravy kovových konstrukcí tam, kde není možné prostor před svařováním zcela vysušit. Rutilové svařovací elektrody zajišťují stabilní oblouk i za přítomnosti vlhkosti ve svařovací zóně, což značně zjednodušuje proces opravy.
- Svařování konstrukcí na stavbách, kde může být omezen přístup k přípravě povrchu. Díky rutilovému povlaku elektroda efektivně svařuje rezavý a špinavý kov, čímž odpadá časově náročné předčištění.
- Oprava opotřebovaných dílů nanesením několika vrstev pro zvýšení pevnosti švu. Elektrody potažené rutilem umožňují vytvořit pevný a hladký šev, který lze snadno zpracovat.
- Svařování ve vertikální a stropní poloze. Díky své všestrannosti jsou rutilové elektrody vhodné pro vytváření složitých prostorových spojů, jako jsou T a koutové svary.
- Opravy nádrží a montáž kovových konstrukcí pro ropovody. Ekologická šetrnost rutilových elektrod umožňuje jejich použití v uzavřených a špatně větraných prostorách, což je zvláště důležité při opravách nádrží a potrubí.
Použití rutilem obalených elektrod zajišťuje jednoduchost a spolehlivost svařovacích prací i v podmínkách vysoké vlhkosti a rzi. Tyto vlastnosti je činí nepostradatelnými při provádění montážních a opravárenských prací v terénu.
Jak vybrat vhodný typ povlaku elektrody
- Bazické elektrody – vhodné pro práci s konstrukcemi, které vyžadují vysokou pevnost a odolnost vůči dynamickému zatížení. Takové elektrody poskytují vysokou tažnost a pevnost svaru, což z nich dělá nejlepší volbu pro kritické svarové spoje.
- Rutilové elektrody – používají se pro svařování v libovolných prostorových polohách včetně vertikálních a stropních. Tyto elektrody jsou vynikající pro instalační práce, kde je vyžadována vysoká rychlost svařování.
- Celulózové elektrody jsou určeny pro svařování ve všech prostorových polohách a jsou vysoce odolné proti tvorbě pórů. Používají se především pro pokládání potrubí a spojování potrubí v různých prostorových polohách.
Pokud se svářečské práce provádějí v interiéru nebo jsou vyžadovány minimální emise škodlivých látek, budou rutilové elektrody díky své šetrnosti k životnímu prostředí tou nejlepší volbou. Jsou také ideální pro začátečníky, protože poskytují snadné zapálení oblouku a stabilní spalování, což značně usnadňuje proces svařování.
Specifika použití v podmínkách vysoké vlhkosti
Rutilové elektrody jsou zvláště účinné pro práci v podmínkách vysoké vlhkosti. Na rozdíl od elektrod se základním povlakem je lze použít bez předběžného sušení nebo kalcinace, což značně zjednodušuje jejich použití. Díky tomu jsou rutilové elektrody nepostradatelné při opravách potrubí nebo nádrží, kde je obtížné zajistit úplné vysušení svařované oblasti.
Doporučení pro použití rutilových elektrod
- Před použitím je nutné elektrody hodinu sušit při teplotě 140-200 °C. Tím se sníží riziko tvorby pórů a zlepší se kvalita švu. Kalcinace také pomáhá zabránit navlhnutí elektrod, což je zvláště důležité při jejich dlouhodobém skladování.
- Při práci s vysokými proudy sledujte parametry svářečky, protože vlastnosti elektrod se s rostoucím napětím zhoršují. To může vést k nestabilnímu jiskření a zhoršení kvality svaru.
- Zajistěte, aby kovový povrch byl pokud možno bez velké rzi a nečistot, aby se zlepšila kvalita svařování. Přestože si rutilové elektrody dokážou poradit s oxidovanými povrchy, přítomnost silné vrstvy rzi může zhoršit kvalitu spojení.
- Při svařování složitých konstrukcí se doporučuje používat svařovací masky a ochranné clony, protože oblouk rutilových elektrod může být ve srovnání s jinými typy povlaků jasnější.
- Nejlepších výsledků dosáhnete se střední délkou oblouku. Příliš krátký oblouk může způsobit přilepení elektrody, zatímco příliš dlouhý oblouk může způsobit nestabilitu a rozstřikování kovu.
Tato jednoduchá pravidla vám pomohou maximálně využít rutilové elektrody pro svařování a dosáhnout vysoce kvalitních výsledků. Kromě toho, dodržování doporučení pro skladování, kalcinaci a úpravu proudu zabrání výskytu vad a zlepší výkonnostní charakteristiky švu.
Závěr
Rutilové elektrody jsou tedy spolehlivým a snadno použitelným materiálem pro svářečské práce. Mají řadu výhod, jako je snadné zapálení oblouku, odolnost proti praskání a snadné použití na neupravené povrchy. Díky své všestrannosti a bezpečnosti jsou rutilem potažené elektrody široce používány v domácím i profesionálním prostředí. Výběr značky a typu povlaku by měl vycházet z vlastností prováděného úkolu, což umožní dosažení optimálních výsledků svařování a zajištění dlouhé životnosti svařovaných konstrukcí.

Při výběru svařovacích elektrod je třeba vzít v úvahu, že jejich vlastnosti a rozsah použití do značné míry závisí na typu povlaku, což je směs práškových materiálů nanášených na kovový drát. Hlavními úkoly povlakování elektrod je zajistit stabilitu oblouku, chránit svarovou lázeň a zajistit stanovené mechanické vlastnosti svaru.
Povlaky elektrod zahrnují kovy, organické materiály, minerály a pojiva. Při výběru elektrod věnují zkušení svářeči zvláštní pozornost typu povlaku, protože na tom budou záviset vlastnosti jeho aplikace. Tloušťka povlaku se zpravidla pohybuje od 1 do 3 mm, což odpovídá 15-30% jeho hmotnosti.
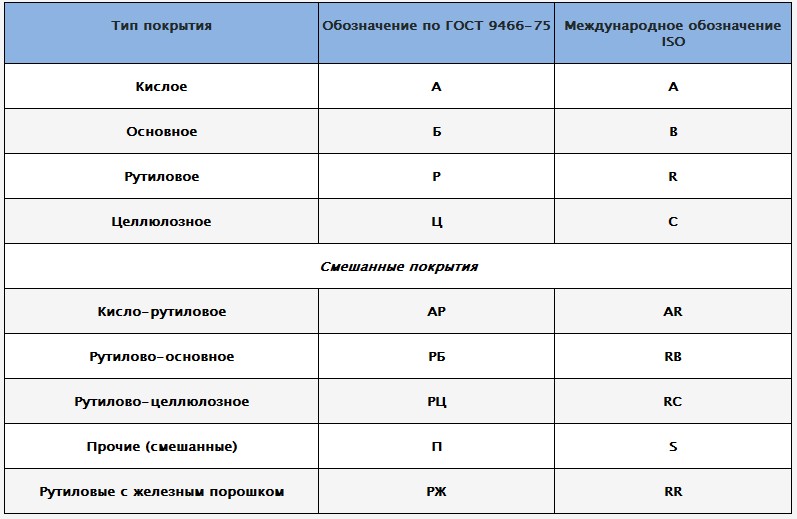
Druhy povlakování elektrod podle GOST 9466-75 se dělí na kyselý, celulóza, rutil и klíč. Existují také elektrody se smíšeným povlakem, např. rutil-celulóza nebo rutilová kyselina a elektrody s jinými typy povlaků, které nepatří k výše uvedeným a jsou označeny písmenem „P“. A pokud povlak obsahuje železný prášek v množství větším než 20 %, přidá se k označení typu povlaku elektrody písmeno „F“. Podle evropské normy EN 499 elektrody jsou také rozděleny do čtyř typů: C – celulóza, A – kyselina, R – rutil, B – zásaditá.
V našem článku se podíváme na elektrody se čtyřmi hlavními typy povlaků, na vlastnosti jejich aplikace a také na výhody a nevýhody různých typů povlaků. Přečtěte si o tom, jak vybrat elektrody pro svařování zde.
Další užitečné věci:
Elektrody potažené kyselinou (symbol A)
Složení elektrod potažených kyselinou zahrnuje: oxidy železa, manganu a křemíku. Stojí za zmínku, že toxické oxidy manganu mohou být škodlivé pro lidské zdraví. Proto elektrody potažené kyselinou ztrácejí na oblibě a používají se stále méně. Místo toho se používají smíšené – rutil-kyselina. Podle mechanických vlastností svarového kovu patří elektrody s tímto typem povlaku do následujících typů: E38 a E42 podle GOST 9467-75 s pevností v tahu až 412 MPa. Jsou necitlivé na okuje a rez na svařovaném kovu a umožňují také práci s prodlouženým obloukem. Svařování s nimi lze provádět na stejnosměrný i střídavý proud.
Při práci s elektrodami s tímto typem povlaku se vlivem uvolňování velkého množství kyslíku při svařování zvyšuje teplota oblouku a klesá povrchové napětí roztaveného kovu, což jej činí velmi tekutým. To umožňuje zvýšit rychlost svařování, ale nese to riziko podříznutí (jedna z vad svarového spoje). V tomto případě má svarový kov zvýšený sklon k tvorbě horkých trhlin.
Výhody elektrod potažených kyselinou
- Snadné zapálení a stabilní hoření oblouku
- Schopnost provádět svářečské práce na stejnosměrný i střídavý proud
- Při svařování rezavého nebo okujeného kovu se netvoří žádné póry
- Odolnost proti vlhkosti a mechanickému namáhání
- Poskytuje rovnoměrný svarový šev
- Dobré odstranění slupky strusky
Nevýhody elektrod obalených kyselinou
- Riziko podříznutí
- Uvolňování nebezpečných toxinů
- Nebezpečí praskání za horka při svařování
Aplikace
Tento typ elektrody se používá pro svařování nekritických nízkolegovaných ocelových konstrukcí ve stavebnictví a strojírenství.
Elektrody s celulózovým povlakem (symbol C)
Až 50 % složení elektrod s celulózovým povlakem tvoří organické složky, obvykle celulóza. Může také obsahovat organické pryskyřice, feroslitiny, mastek a další látky.
Svarový kov získaný pomocí celulózových elektrod odpovídá chemickým složením polotiché nebo klidné oceli. Zároveň obsahuje zvýšené množství vodíku. Podle mechanických vlastností svarového kovu odpovídají elektrody s tímto povlakem následujícím typům: E42, E46 a E50 podle GOST 9467-75 a mají pevnost v tahu až 412 MPa, 451 MPa a 490 MPa resp.
Jejich hlavním rysem je schopnost provádět vertikální švy shora dolů. Toho je dosaženo díky tvorbě malého množství strusky, která nestéká dolů, a také velkého množství ochranných plynů. Při jednostranném svařování hmotností se elektrody s celulózovým povlakem vyznačují vytvořením stejnoměrné housenky zadního švu.
Je třeba poznamenat, že tyto elektrody mají zvýšené množství rozstřiku a sníženou tažnost svarového kovu v důsledku velkého množství vodíku generovaného při spalování organických složek.
Výhody elektrod potažených celulózou
- Snadné zapálení a stabilní hoření oblouku
- Schopnost provádět svářečské práce na stejnosměrný i střídavý proud
- Snadná separace strusky
- Možnost svařování ve všech prostorových polohách
- Vynikající ochrana svarové lázně
- Žádné uvolňování nebezpečných toxinů
- Vyčistěte kořenový šev
Nevýhody celulózou potažených elektrod
- Silné cákance kovu
- Šupinatá povrchová sutura
- Vysoký obsah vodíku v ochranném plynu
- Tendence k malým podříznutím podél okrajů (praskliny)
- Před zahájením práce je nutné elektrody kalcinovat.
Aplikace
Celulózové elektrody se používají při svařování nízkolegovaných ocelí. Efektivní při svařování kořenového švu hlavního potrubí.
Elektrody s rutilovým povlakem (označení P)
Rutilový typ povlaku elektrody se skládá převážně z přírodního koncentrátu rutilu (oxid titaničitý TiO2), oxidu křemičitého (žula, živec, slída), uhličitanů vápenatých a hořečnatých, feromanganu.
Svarový kov vyrobený s rutilovými elektrodami odpovídá měkké nebo poloměkké oceli. Většina značek elektrod s rutilovým povlakem podle mechanických vlastností svarového kovu patří k typům E42 a E46 podle GOST 9467-75 a mají pevnost v tahu až 412 MPa, 451 MPa respektive. Rutilové elektrody mají zároveň vyšší odolnost svarového kovu proti praskání než elektrody s kyselým povlakem.
Kromě čistých rutilových povlaků jsou rozšířeny i smíšené: typy rutil-celulóza (RC), rutil-báze (RB), kyselina-rutilová (AR)., které mají i dobré technologické vlastnosti.
Elektrody s tímto typem povlaku se vyznačují tichým tavením s malým množstvím rozstřiku a také zajišťují přechod kovové tyče do svarové lázně v malých nebo středních kapkách. Mají snadné opětovné zapálení oblouku díky přítomnosti TiO2, často bez kontaktu elektrodové tyče se základním kovem. Díky této vlastnosti je docela vhodné pracovat s krátkými švy, když je nutné časté přerušování oblouku. Šev má jemný vzor a struska se snadno odděluje od svarového kovu. Další výhodou rutilového typu povlaku je jeho nízká citlivost při práci s mokrým a rezavým kovem a na zoxidovaném povrchu.
Je třeba poznamenat, že rutilové povlaky jsou méně škodlivé pro zdraví svářeče než jiné.

Výhody rutilem obalených elektrod
- Snadné opětovné zapálení
- Stabilní hoření oblouku
- Není třeba připravovat povrch pro práci
- Vysoká pevnost švu. Nevytváří horké ani studené trhliny v kovu
- Poskytuje jemný vločkový šev
- Snadná separace strusky
- Lze použít se střídavým i stejnosměrným proudem
Nevýhody rutilem obalených elektrod
- Před zahájením práce je nutné elektrody kalcinovat.
- Je nutné kontrolovat sílu proudu, protože při jejím zvyšování se charakteristiky elektrod zhoršují
Aplikace
Rutilové elektrody jsou velmi oblíbené, protože jejich rozsah použití je poměrně široký. Používají se například při svařování nízkouhlíkových konstrukcí a výrobků, montáži potrubních konstrukcí a svařování a opravách opotřebovaných dílů.
Populární značky elektrod s rutilovým povlakem
- GOODEL-OK46 – rutil-celulóza, typ E46
- ANO-21 – rutil-celulóza, typ E46
- OZS-4 – rutil, typ E46
- OZS-12 – rutil, typ E46
- MP-3 – rutil nebo rutil-celulóza, typ E46
Elektrody můžete zakoupit v našem obchodě

Pro nákup elektrod v oficiálním obchodě GOODEL postupujte podle níže uvedených odkazů:
Elektrody se základním povlakem (symbol B)
Mezi elektrody s hlavním typem povlaku patří uhličitany hořečnaté a vápenaté (dolomit, mramor, magnezit) a kazivec (CaF2). Ten snižuje efektivitu práce při použití střídavého proudu, takže svařování s takovými elektrodami lze provádět pouze stejnosměrným proudem. Smíšené typy obsahující méně CaF2 umožňují práci na střídavý proud.
Kov nanesený elektrodami se základním povlakem odpovídá chemickým složením měkké oceli. Na základě mechanických vlastností svarového kovu patří elektrody se základním povlakem do následujících typů: E42A, E46A, E50A, E55 a E60 podle GOST 9467-75. Nejběžnější a nejoblíbenější typ E50A má dočasnou pevnost v tahu až 490 MPa. Index “A” udává, že svarový kov má zvýšené plastické vlastnosti.
Elektrody s tímto typem povlaku se vyznačují vysokou tažností a rázovou houževnatostí za normálních i nízkých teplot a mají také zvýšenou odolnost proti tvorbě trhlin za tepla. Toho je dosaženo díky nízkému obsahu plynů, nekovových vměstků a škodlivých nečistot. Rovněž plynové ochranné prostředí minerálního původu, sestávající převážně z CO a CO2, je zbaveno vodíku, což vede k tvorbě studených trhlin v uloženém kovu. K přenosu kovu do svarové lázně dochází ve středních a velkých kapkách, roztavený kov se stává viskózním.
Z hlediska technologických charakteristik však mají elektrody se základním povlakem své nevýhody. Jsou poměrně citlivé na tvorbu pórů v přítomnosti okují, rzi a oleje na okrajích svařovaných dílů, stejně jako při navlhčení povlaku a prodloužení oblouku. Vyžadují také dodržování skladovacích podmínek (v suchém, větraném prostoru) a povinnou kalcinaci při vysokých teplotách před použitím. Svařování se obvykle provádí stejnosměrným proudem s obrácenou polaritou.
Výhody elektrod se základním povlakem
- Šev má dobrou houževnatost a tažnost
- Kov obsahuje malé množství plynů a nečistot
- Spoj je odolný proti praskání za horka
- Možnost svařování ve všech prostorových polohách
Nevýhody elektrod s bazickým povlakem
- Citlivé na vlhkost – elektrody skladujte na suchém místě
- Při provozu na střídavý proud může být oblouk nestabilní
- Prodloužení oblouku vede ke vzniku pórů
- Při práci na mokrém povrchu se může spojení zhoršit
- Elektrody musí být před použitím kalcinovány.
- Před svařováním je nutné připravit povrch
- Obtížné pro začínající svářeče
Aplikace
Elektrody se základním povlakem se používají při svařování kritických konstrukcí, kdy jsou na svarový kov kladeny vysoké nároky. Široce se používá pro svařování ropovodů a plynovodů, mostů a dalších kritických konstrukcí.
Populární značky elektrod s hlavním typem povlaku
- GOODEL-52U – základní, typ E50A
- UONI-13/55 – základní, typ E50A
- TsU-5 – hlavní, typ E50A
- TMU-21U – základní, typ E50A
Přihlaste se, máme zájem:
Sdílet s přáteli: