Svařování MIG/MAG, svářecí zařízení — EWM GmbH
Novým obecným konceptem podle ISO 857-1 pro Německo pro všechny procesy obloukového svařování, při kterých se drátová elektroda taví v ochranném plynu, je obloukové svařování kovu v ochranné atmosféře (proces číslo 13). Dříve bylo v Německu tímto obecným konceptem svařování kovovou elektrodou v ochranné atmosféře. Norma ISO uvádí tuto metodu v překladu z angličtiny takto: svařování elektrickým obloukem pomocí drátové elektrody, při kterém jsou oblouk a svarová lázeň chráněny před atmosférou plynovým obalem z vnějšího zdroje. Podle typu použitého ochranného plynu se svařování dále dělí na svařování metalem v inertním plynu (MIG), proces číslo 131, pokud je použit inertní plyn, a svařování metal active gas (MAG), proces číslo 135, pokud je aktivní plyn se používá.
Všechny další možnosti jsou také uvedeny v ISO 857-1: svařování MIG (proces 136), svařování MIG (proces 137), plazmové svařování MIG (proces 151) a elektrické svařování plynem (proces 73). Svařování MIG/MAG se vyznačuje tím, že jedna z drátových elektrod, napájená z cívky motorem podavače drátu, je napájena proudem přes kontaktní hrot v krátké vzdálenosti od výstupu hořáku, takže mezi nimi vzniká oblouk. konec drátové elektrody a obrobek. Ochranný plyn pochází z trysky ochranného plynu, která soustředně obklopuje drátěnou elektrodu.
Usazený kov je tak chráněn před přístupem atmosférických plynů – kyslíku, vodíku a dusíku. Ochranný plyn plní kromě ochranné funkce i další úkoly. Protože určuje složení atmosféry svařovacího oblouku, ovlivňuje také jeho elektrickou vodivost a tím i svařovací charakteristiky. Navíc v rámci procesů hoření a vypalování zjišťuje chemické složení výsledného vyloučeného kovu, tedy působí i metalurgicky.

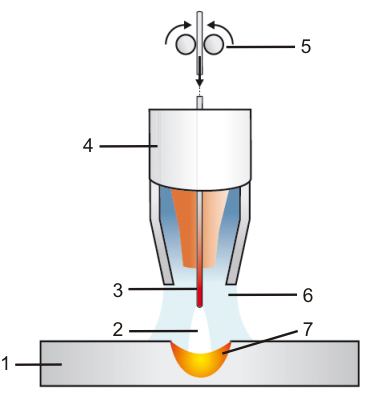
- Obrobek
- Svařovací oblouk
- Drátová elektroda
- Plynová tryska
- Podávání drátu
- Ochranný plyn
- Svařovací lázeň
Typ proudu
Až na výjimky se svařování MIG/MAG provádí stejnosměrným proudem, přičemž kladná svorka zdroje proudu je na elektrodě a záporná svorka na obrobku. Při použití některých typů plněných drátů se svařování provádí s obrácenou polaritou. V poslední době se pro některé speciální aplikace, jako je MIG svařování velmi tenkých hliníkových plechů, používá i střídavý proud.
Tipy pro správné svařování MIG/MAG
Svářeč používající svařování MIG nebo MAG vyžaduje dobré školení – nejen v praktickém svařování, ale také v teoretických aspektech metody. To mu pomůže vyhnout se chybám.
Zapálení svařovacího oblouku
Po stisknutí spínače hořáku se drátová elektroda začne pohybovat předem zvolenou rychlostí.
Současně je do něj přiváděn proud přes proudové relé a začíná odtok ochranného plynu. Při dotyku povrchu obrobku dochází ke zkratu. Díky vysoké proudové hustotě na konci elektrody se materiál v místě kontaktu začne odpařovat a dojde k zapálení svařovacího oblouku.
Při vysokých rychlostech podávání drátu může zprvu velmi slabý svařovací oblouk vlivem tlaku materiálu drátu opět zhasnout a zapálení může být úspěšné až na druhý nebo třetí pokus.
Proto je lepší provádět zapalování při snížené rychlosti podávání drátu a teprve poté, co svařovací oblouk stabilně hoří, přepnout na normální rychlost podávání drátu. Moderní svařovací systémy MIG/MAG nabízejí možnost nastavení snížené rychlosti.
Zapálení by mělo být prováděno pouze ve svaru a v místech, kde se může během několika sekund usadit kov. Pokud nejsou místa vznícení okamžitě svařena, mohou se z takových horkých míst kvůli vysoké rychlosti ochlazování stát centra pro tvorbu trhlin.
Obsluha hořáku
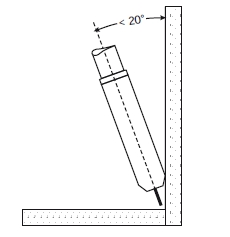
Hořák se naklání ve směru svařování o 10-20° a lze s ním pohánět v úhlu dozadu nebo dopředu. Vzdálenost od obrobku by měla být taková, aby volný konec drátu, tj. vzdálenost mezi spodní hranou kontaktního hrotu a bodem kontaktu se svařovacím obloukem, byla přibližně 10-12 průměrů drátu [mm]. Pokud je hořák příliš nakloněn, hrozí nebezpečí nasátí vzduchu do proudu ochranného plynu.
Vedení pod úhlem dopředu se obvykle používá při svařování s plným drátem a pod úhlem dozadu – se struskotvorným tavidlem plněným drátem. Při malém úhlu dozadu je hořák obvykle provozován také v poloze PG. Svařování svislých švů (poz. PG) se používá především na tenké plechy.
U silnějších plechů hrozí nebezpečí neproniknutí v důsledku netěsnosti svarového kovu. Nedostatek průvaru v důsledku netěsnosti svarového kovu se může vyskytnout i v jiných polohách, pokud se svařování provádí nižší rychlostí. Proto je třeba se vyhnout širokým kyvadlovým pohybům s výjimkou polohy PF. Obvyklá forma pohybu kyvadla je otevřený trojúhelník.
Dokončení svařování
Na konci švu náhle nevypínejte svařovací oblouk a nepřesuňte hořák od kráteru. Zejména na silných plechách, kde se v objemových perličkách mohou objevit hluboké krátery na konci švu, je lepší oblouk pomalu oddalovat od bazénu nebo, pokud to použitý systém umožňuje, nastavit program pro vyplnění kráteru na konci švu. U většiny systémů můžete také upravit načasování konečného vstřiku ochranného plynu, abyste umožnili poslední části ještě tekutého svarového kovu ztuhnout pod ochranou plynu. To však má smysl pouze v případě, že pochodeň nějakou dobu zůstane na konci švu.
Parametry svařování
Spodní hranice možného použití metody pro tupé svary pro nelegovanou ocel je cca 0,7 mm, pro nerezovou ocel – 1 mm a pro hliníkové materiály – cca. 2 mm. Kořenové vrstvy a tenké plechy se svařují převážně krátkým svařovacím obloukem nebo v nižší výkonové oblasti pulzního oblouku. U vrstev tmelu, vrchního nátěru a spodního svaru na silných plechách se pak provádí nastavení vyššího paprsku nebo výkonu dlouhého oblouku.
Tyto svařovací práce lze také provádět s nízkým rozstřikem pomocí pulzního oblouku. Hodnoty proudu a napětí poskytované jako informace svářeči jsou zobrazovány na měřicích přístrojích zabudovaných ve strojích. Při pulzním svařování zobrazují indikační zařízení aritmetickou střední hodnotu proudu a napětí svařovacího oblouku, určenou pulzní a hlavní fází při nastavené frekvenci pulzování.
Proto tabulky slouží pouze jako orientační hodnoty pro pulzní svařování MIG/MAG. Pokud nejsou vestavěné měřicí přístroje, je možné měření pomocí externích přístrojů, nebo se svářeč musí spolehnout na rychlost podávání drátu, rovněž uvedenou v tabulkách. Musí upravit správnou délku oblouku podle toho, co vidí a slyší.
K úspěšnému provedení svařování MIG/MAG potřebujete následující vybavení:
- Svařovací zdroj
- Hořák
- Pracovní svorka/pracovní kleština
- Svařovací nástroje
- Ochranný oděv
Další informace k tématu svařování MIG/MAG naleznete ve Slovníku pojmů svařování.