Pasivace kovu kyselinou sírovou – co to je jednoduchými slovy, příklady
Pasivace (pasivace) kovů je potahování kovu tenkým filmem oxidu tohoto kovu nebo jeho kombinace s jinými látkami. Totéž platí pro pasivaci slitin. V tomto případě může pasivační film obsahovat pouze jednu ze slitinových složek.
Pasivace se nejčastěji provádí k ochraně kovu před povrchovou korozí způsobenou stykem se vzduchem nebo agresivním prostředím. V některých případech se pasivační fólie používají pro dekorativní účely. Pasivace elektrických kontaktů se provádí za účelem snížení přechodového odporu, ale k tomu dochází pouze u určitých typů kovů a fólií.
Některé kovy, například hliník, zirkonium, berylium, titan, mají vlastnost samopasivace, tzn. při kontaktu se vzduchem se na nich vytvoří oxidový film. Tloušťka takových filmů je 1–10 nm a může se časem zvětšovat. Tvorba takových oxidových filmů může být zpravidla urychlena zahříváním kovu v atmosféře s vysokým obsahem kyslíku.
Přitom ochrana slitin takových samopasivujících kovů s jinými již vyžaduje další pasivaci.
Slitiny, které mají heterogenní, tzn. sestávající z krystalitů, struktury s nerovnoměrným rozložením složek, jsou náchylnější ke korozi. Ke korozi mohou přispívat i vlivy, které lokálně mění složení nebo strukturu kovu nebo slitiny, jako je svařování a dokonce i mechanické namáhání.
Existuje chemická a elektrochemická pasivace
Chemické
Při chemické pasivaci je povrch kovu vystaven působení roztoku silného oxidačního činidla s přísadami. Volba oxidačního činidla, přísad a způsobu zpracování závisí jak na typu kovu, tak na vnějších vlivech, před kterými je potřeba jej chránit. Záporně nabité oxidační ionty interagují s kladnými ionty zpracovávaného kovu a vytvářejí film oxidů a nerozpustných solí.
Příkladem chemické pasivace je modření oceli a litiny, při kterém je výrobek vystaven působení koncentrované kyseliny, obvykle kyseliny sírové, s tvorbou oxidů železa (Fe) na povrchu.3O4 atd.) tloušťka 1-10 mikronů.
Elektrochemické
Při elektrochemické pasivaci je účinek oxidačního roztoku s přísadami zesílen vlivem elektrického pole. K tomu se zpracovávaný kovový produkt umístí do elektrolytické lázně s oxidačním roztokem a produkt se připojí na kladný pól zdroje stejnosměrného proudu. Záporná elektroda může být buď přídavná elektroda nebo kovové tělo lázně. Filmy získané elektrochemickou metodou se tvoří rychleji a mají lepší hustotu. Samotný proces se však stává složitějším a energeticky náročnějším.
Technologie elektrochemické pasivace je podobná technologii elektrochemického leštění kovů. Pokud se však pro pasivaci používají hlavně elektrolyty na bázi kyseliny dusičné, pak se pro leštění používají roztoky kyseliny sírové a kyseliny ortofosforečné.
Rozšířila se ruční modifikace elektrochemické metody, při které se záporná elektroda zdroje proudu nanáší na povrch obrobku houbou navlhčenou oxidačním roztokem a kladná elektroda se přikládá na výrobek. Tato metoda umožňuje rychle a levně zpracovat jednotlivé povrchové plochy např. po elektrickém svařování.
Slitiny nazývané nerezové oceli mají podle definice vysokou odolnost vůči různým prostředím. K tomu byly vlastně stvořeny. Ale tato odolnost není absolutní. Pasivace korozivzdorných ocelí je důležitým doplňkovým prvkem ochrany těchto slitin v různých aplikacích.
Druhy nerezových ocelí
Vlastnosti a účel
12 – 14 % Cr, do 0,45 % C
Odolává vodní páře, kyselině dusičné a octové
16 – 18 % Cr, asi 0,1 % C
Vysoká odolnost vůči korozi při teplotách do 900 0C, odolnost vůči síře a studeným organickým kyselinám
Vysoká odolnost proti korozi při teplotách do 1150 0C,
Na kyseliny dusičné, koncentrované sírové, fosforečné a další.
18 % Cr, 8 % Ni 1,5 % Mo
Zvýšená odolnost vůči kyselině sírové a octové
18 % Cr, 8 % Ni 3 % Cu
Odolnost vůči prostředí s nízkou aktivitou za přítomnosti mechanického namáhání
18 % Cr, 8 % Ni 2 – 3 % Si %
Zvýšená odolnost vůči kyselinám sírovým a chlorovodíkovým
Dobrá odolnost vůči mléčné, octové a dalším potravinářským kyselinám
Hlavní složkou nerezové oceli, která zabraňuje její korozi, je chrom, který je v ní vždy přítomen s obsahem minimálně 7 %. Při interakci se vzdušným kyslíkem nebo jinými oxidačními činidly se na povrchu nerezové oceli vytvoří jednotný hustý film oxidu chromitého Cr.2O3.
Vysoký obsah chrómu (17 % a více) zvyšuje odolnost nerezové oceli vůči různým agresivním prostředím.
Dalším kovem, který má ve své čisté formě vysokou schopnost samopasivace a je součástí mnoha nerezových ocelí, je titan.
Při mechanické aplikaci na povrch se ochranný film z nerezové oceli poruší, ale poté se snadno obnoví při kontaktu se vzduchem. Při absenci kontaktu se vzduchem, například při zakopání výrobku pod zem, může dojít ke zničení ochranného filmu a nerezová ocel pak zreziví, možná ještě rychleji než běžná ocel.
Korozi nerezové oceli je podporována povrchovou kontaminací, stykem s běžnou (černou) ocelí, dokonce i jejími zbytky po mechanické povrchové úpravě. Zdrojem koroze jsou také místní poruchy složení, ke kterým dochází při svařování. Svarové spoje jsou předmětem zvláštní pozornosti při pasivaci nerezové oceli. Tvorbu pasivačního filmu, ke které dochází jak přirozeně, tak pod zvláštním vlivem, lze ovlivnit i způsobem povrchové úpravy. Například je známo, že mechanické leštění nerezové oceli poskytuje lepší ochranný film.
Podle složení nerezové oceli a účelu jejího použití používám různé pasivační metody.
Existuje mnoho druhů (složení) nerezových ocelí, stejně jako receptů na řešení jejich chemické a elektrochemické pasivace. Některé z nich lze nalézt v průvodním dokumentu RD 1994-302-07-19, vydaném již v roce 92. Základem všech leptacích roztoků je kyselina dusičná. Pokud nejsou zvýšené požadavky na pasivaci, pak pro chemickou pasivaci všech jakostí nerezové oceli můžete použít roztok kyseliny dusičné o koncentraci 250 – 350 g/l. Používají se také kombinace dusičné (o koncentraci 150 – 250 g/l) s kyselinou fluorovodíkovou a ortofosforečnou.
Oxidační činidlo může obsahovat další přísady, mezi nimiž hrají zvláštní roli sloučeniny chrómu. Chromany (soli kyselin chromových) alkalických kovů a Mg jsou rozpustné ve vodě, Ca a Ba jsou rozpustné částečně. Jiné kovy tvoří nerozpustné chromany, které jsou součástí pasivačních filmů. Do oxidačního činidla lze přidat chromany sodné nebo draselné nebo anhydrid chromitý (oxid chromitý CrO).3).
Při práci se sloučeninami chrómu je třeba věnovat zvláštní pozornost bezpečnostním opatřením kvůli jejich vysoké toxicitě.
Technologie elektrochemické pasivace nerezových ocelí s technologií elektrochemického leštění. Pokud se však pro pasivaci používají elektrolyty na bázi kyseliny dusičné, pak se pro leštění používají roztoky kyseliny sírové a kyseliny ortofosforečné.
V současné době si můžete koupit hotové kompozice pro pasivaci nerezové oceli. Výrobci přitom nejčastěji nezveřejňují jejich složení, poskytují pouze návod na způsoby jejich použití. Pro lokální povrchovou úpravu jsou k dispozici přípravky ve formě past, gelů nebo sprejů. Použití pasty nebo gelu umožňuje dlouhodobý kontakt ošetřovaného povrchu s pasivační kompozicí, aniž by došlo k jejímu rozšíření.
Při pasivaci, chemické i elektrochemické, je velmi důležité dodržet technologii, včetně přípravy produktu do procesu a jeho vymytí od chemických činidel po procesu. Přibližný diagram celého cyklu zpracování vypadá takto:
— mechanické čištění, včetně odstranění vodního kamene a stop koroze
– oplach v horké vodě
– oplach studenou vodou
– oplach studenou vodou
— neutralizace zbytků kyselin roztokem sody
– oplach horkou vodou
– oplach studenou vodou
Pasivace se provádí při teplotě roztoku 18 – 30 0 C. Doba trvání procesu pro chemickou pasivaci je 0,5 – 10 hodin v závislosti na požadované tloušťce ochranného filmu a teplotě procesu. Při elektrochemické pasivaci se výrazně zkracuje doba zpracování a závisí na stejných parametrech plus použité proudové hustotě. Závislost proudové hustoty na napětí přivedeném do lázně má složitý nelineární charakter. Závislost proudu v okruhu elektrolytické lázně na přiloženém napětí je složitá (obr . )

Pro dosažení optimálních výsledků musí být použité napětí v určitém rozsahu (Estr – E’str). Obvykle je to do 12 V.
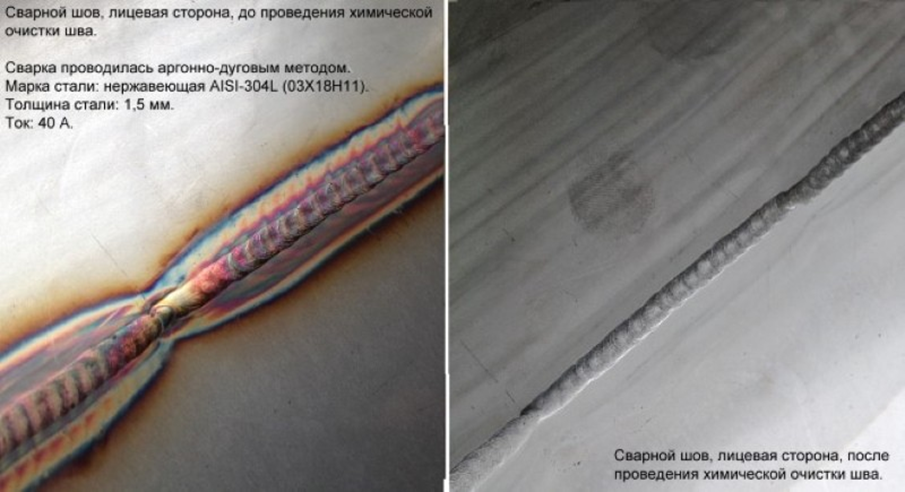

Snad nejoblíbenější aplikací pasivace nerezové oceli je úprava svarových spojů. Svařování místně mění distribuci ocelových součástí obsažených v jeho složení a také zavádí cizí materiály. Proto je pasivace svarových spojů velmi důležitá. Ošetření celého povrchu výrobku v tomto případě většinou není nutné. Navíc velikost a tvar výrobků často neumožňují úplné ponoření do vany. Pasivace svarových spojů se provádí převážně lokálně. Pro chemickou pasivaci je vhodné použít pasty a gely, ale pro elektrochemickou pasivaci existuje speciální zařízení.
Konec elektrody, který má plochý, špičatý tvar, se obalí kouskem plsti nebo látky a navlhčí se pasivačním roztokem. Jedním vodičem je tato elektroda připojena k zápornému pólu zdroje stejnosměrného proudu a druhý vodič připojuje samotný produkt ke kladnému pólu stejného zdroje. Pro ošetření švu se elektroda s obalem navlhčeným roztokem pevně přitlačí ke švu a pohybuje se po něm (viz obrázek). Síla proudu by měla být nastavena v závislosti na oblasti kontaktu elektrody s produktem a obal elektrody by měl být pravidelně dodatečně zvlhčován roztokem.
Stejným způsobem můžete provádět místní zpracování jakéhokoli povrchu malé oblasti.
Po ukončení pasivačního procesu se obvykle kontroluje kvalita výsledné ochranné vrstvy. Existují různé způsoby takové kontroly. Povrch je například ošetřen roztokem ferrokyanidu draselného v kyselině dusičné. V místech, kde je vrstva velmi tenká nebo chybí, se v důsledku interakce se železem, které je součástí nerezové oceli, objeví charakteristická modrá barva.
Pro ovládání stačí výrobek umístit do vody. Po delším pobytu ve vodě se na špatně ošetřených místech objevuje rez. Tato metoda ale vyžaduje podstatně více času.